
Ventilové pružiny
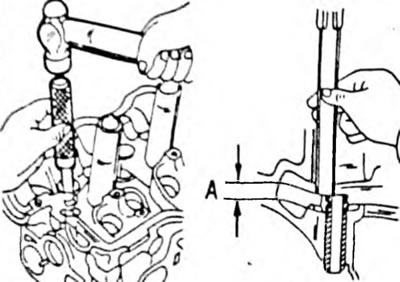
Na zabezpečenie dokonalého ovládania ventilových pružín je potrebné použiť tester pružín. Ak tam žiadna nie je, použitú pružinu možno porovnať s novou pružinou. Za týmto účelom zovrite dve pružiny jednu po druhej do zveráka a pomaly utiahnite zverák. Ak sa obe pružiny stlačia rovnako, je to znakom toho, že majú približne rovnaké napätie. Ak sa ale stará pružina stlačí podstatne viac ako nová, tak je to prejav únavy a pružiny treba vymeniť ako komplet. Voľná dĺžka pružiny sa dá merať posuvným meradlom. Pružiny musia mať určitú dĺžku, ktorá je uvedená v tabuľkách veľkostí a úprav. Umiestnite pramene jeden po druhom na hladký povrch (sklenená doska) tak, aby zatvorený obrat bol na spodnej strane. Vedľa pružiny umiestnite oceľový roh. Zmerajte medzeru medzi pružinami a uhlom v hornej časti (Obrázok 46). Tolerancia je pre každý typ motora iná. Pri prekročení tolerancie sa pružina vychýli.
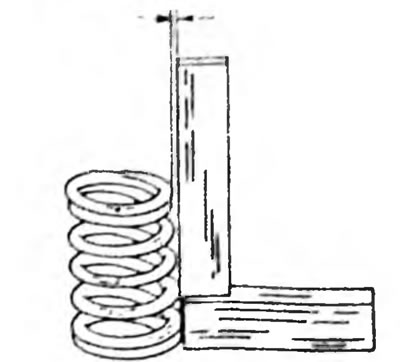
Obrázok46. Skontrolujte vychýlenie ventilových pružín pomocou špecifikovanej metódy. Zošikmenie sa meria medzi šípkami v hornej časti (v závislosti od typu motora 2,0 alebo 2,5 mm)
Vodidlá ventilov
Vyčistite vodiace puzdrá pretiahnutím handry namočenej v benzíne cez vodidlá v oboch smeroch. Drieky ventilov je najlepšie vyčistiť rotačnou drôtenou kefou, vložiť ju do skľučovadla elektrickej vŕtačky a driek ventilu pridržať v blízkosti. Vložte ventily jeden po druhom do otvorov. Na ovládanie vôle drieku ventilu v otvoroch musíte mať číselník a strmeň:
- Odmerajte vnútorný priemer vodiacich puzdier pomocou číselníka, ako je znázornené na obrázok 47. Výsledok by mal byť medzi 6,01 mm a 6,03 mm (na všetkých motoroch).
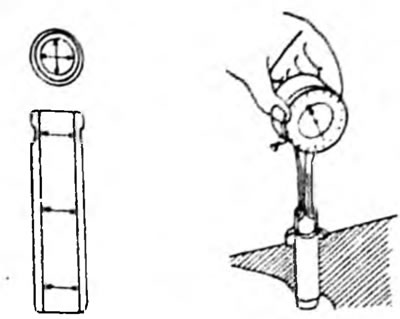
Obrázok 47. Meranie priemeru vodidiel ventilov. Na ľavej strane Obrázok sú zobrazené miesta merania
- Odmerajte vonkajší priemer driekov ventilov v troch miestach a smeroch znázornených na obrázok 48. Menovitý vonkajší priemer výfukových ventilov je 5,965-5,980 mm a menovitý vonkajší priemer sacích ventilov je 5,970-5,985 mm (na všetkých motoroch).
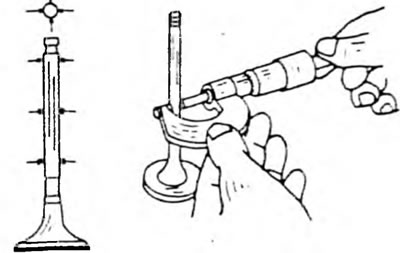
Obrázok 48. Meranie priemeru drieku ventilu. Miesta merania sú zobrazené vľavo.
- Odčítajte priemer driekov ventilov od vnútorného priemeru vodiacich puzdier. Výsledkom je vôľa drieku ventilov v otvoroch, ktorá by nemala presiahnuť 0,08 mm pre sacie ventily a 0,10 mm pre výfukové ventily.
- Pred výmenou vodiaceho puzdra skontrolujte celkový stav hlavy valcov. Hlavy valcov s malými prasklinami medzi sedlami ventilov alebo medzi sedlom ventilu a prvým závitom otvoru zapaľovacej sviečky je možné preinštalovať a prelakovať, pokiaľ nie sú praskliny širšie ako 0,5 mm. Skontrolujte tiež deformáciu povrchu hlavy valcov, ktorá bude popísaná nižšie.
Ak chcete vymeniť vodiace puzdro, vyrazte staré puzdro z hornej strany hlavy valca. Pred odstránením vodidiel zvážte nasledujúce body:
- Hlavu valcov zohrejte na 80-100°C a vyklepte staré vodiace puzdro z hornej strany do spaľovacej komory. Unášač musí mať na konci vybranie, ktoré zodpovedá vnútornému priemeru vodiaceho puzdra. Takže vodiace puzdro maku by malo byť vyrazené pod uhlom, nainštalujte hlavu valca, ako je znázornené na obrázok 49.
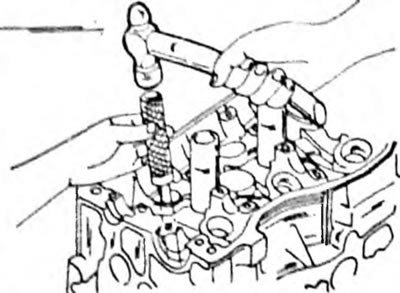
Obrázok 49. Odstránenie vodidla ventilu pomocou špeciálneho nástroja.
- Pomocou číselníka zmerajte vnútorný priemer otvoru v hlave valca. Ak je výsledok merania medzi 11 000 mm a 11 027 mm, je možné nainštalovať puzdro s menovitým vonkajším priemerom. Ak priemer presahuje 11,027 mm, je potrebné nainštalovať vodiace puzdro so zväčšeným vonkajším priemerom. To znamená, že otvory pre vodiace puzdrá musia byť vyvŕtané v dielni. Netlačte do otvorov s väčším vonkajším priemerom. Pri výmene vodidiel ventilov sa vymieňajú aj ventily a sedlá ventilov musia byť zabrúsené. Vnútorné plochy otvorov dobre očistite, nové vodidlá dobre namažte a zatlačte ich zo strany vačkového hriadeľa do hlavy valcov zahriatej na 100°C tak, aby horný koniec vyčnieval nad hornú plochu hlavy valcov o zobrazenú veľkosť. na obrázok 50, na 1,6-litrovom motore 12,7-13,1 mm a na 2,0-litrovom motore 8,2-8,4 mm.
Rím. 50. Po stlačení vodidla ventilu musí rozmer A, označený šípkami, zodpovedať hodnotám uvedeným v texte
Pri výmene vodidla ventilu vyfrézujte sedlo ventilu. Ak sa ventilové sedlá nedajú zabrúsiť, vodiace puzdrá by sa nemali vymieňať.
Sedadlá ventilov
Skontrolujte opotrebovanie sediel ventilov. Drobné známky opotrebovania je možné odstrániť 45°frézou. Ale ak dôjde k výraznému opotrebovaniu, sedlá ventilov sa musia znova vyfrézovať. Uvedené uhly sú znázornené na obrázok 51. Šírka sedadla platí pre oba typy motorov. Na korekciu výšky sedla ventilu však musí byť poskytnutý uhol, to znamená, že by sa mala použiť 60°fréza (1,6 l motor) alebo 75° (2,0 l motor). Ako už bolo spomenuté, pri inštalácii nových ventilov je možné sedlá ventilov vyfrézovať dočista. Najprv vyfrézujte uhol 45°a potom zľahka použite frézu 30°a 60°alebo 75°na horný a spodný okraj sedla, aby ste zmenšili šírku sedla a preniesli ho do stredu. Šírka pracovného skosenia sedla by mala byť 1,0-1,4 mm pre sacie a výfukové ventily. Upravené sedadlá musia byť zabrúsené. Za týmto účelom naneste brúsnu pastu na povrch sedla ventilu a vložte ventil do sedla. Nainštalujte prísavku na ventil a otáčajte ventilom v rôznych smeroch (Obrázok 52). Po zabrúsení dôkladne očistite všetky diely od pasty a nečistôt a skontrolujte sedlo ventilu na hlave ventilu a skosenie sedla. Súvislý matný krúžok charakterizuje šírku sedla ventilu a mal by byť viditeľný na oboch častiach. Nakreslite niekoľko čiar na "prsteň" na hlave ventilu. Čiary musia byť nakreslené v kruhu vo vzdialenosti 1 mm. Potom ventil opatrne spustite do vodiaceho puzdra a sedla a otočte ventil o 90°, pričom ventil zatlačte (použite prísavku). Vytiahnite ventil a skontrolujte, či boli zo skosenia odstránené značky ceruzkou. Ak je šírka sediel ventilov v rámci špecifikovaných tolerancií, je možné hlavu preinštalovať. V opačnom prípade spracujte sedlá ventilov alebo vymeňte hlavu.
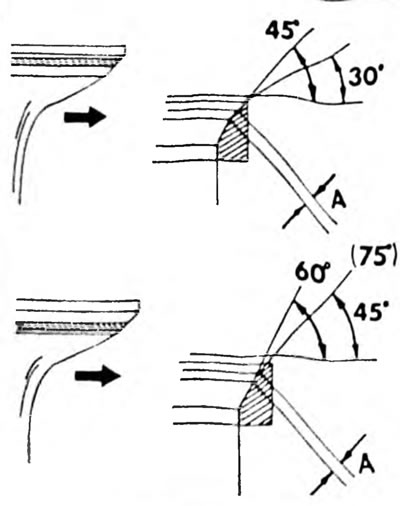
Obrázok 51. Rozmery sedla ventilu Uhly 30°, 75° (2,0 l motory) a 60° (motory 1,6 l) sú vybavené korekčnými frézami. Rozmer medzi šípkami je šírka skosenia sedadla obsluhy, rovnaká pre sacie a výfukové ventily.

Obrázok 52. Lapovanie ventilov
Ventily
Menšie poškodenie povrchov ventilových dosiek je možné eliminovať zabrúsením ventilov do sediel hlavy valcov, ako je popísané vyššie. Zmerajte ventily podľa údajov uvedených v tabuľkách veľkostí a nastavení a vymeňte ventily, ktorých rozmery sú mimo tolerancie. V tomto prípade by sa mala venovať osobitná pozornosť dĺžke ventilov. Všetky údaje sú prevzaté z veľkostných a nastavovacích tabuliek. Ak je dĺžka menšia ako minimálna povolená dĺžka, vymeňte ventily. Ak sú konce driekov ventilov opotrebované, možno ich obrúsiť na brúske, pokiaľ korekcia nevyžaduje odstránenie viac ako 0,50 mm materiálu drieku a výsledné rozmery sú v rámci stanovených tolerancií. Ventilový kotúč môže byť brúsený na brúske za predpokladu, že veľkosť medzi šípkami (obrázok 53) bude stále 0,5 mm, ak je možné ventil ešte nainštalovať. Brúste na brúske pod uhlom 44,5° (Uhol skosenia dosky ventilu je menší ako uhol skosenia sedla ventilu).
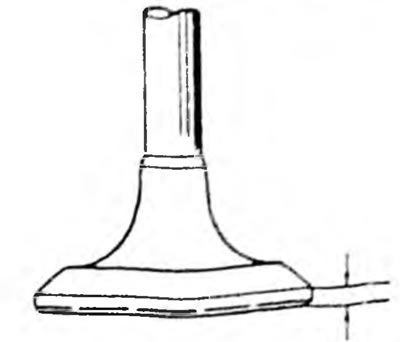
Obrázok 53. Hrúbka okraja hlavy ventilu, ktorá by nemala byť menšia ako minimálna prípustná veľkosť
Hlava motora
Dôkladne vyčistite povrchy hlavy valcov a bloku valcov a skontrolujte, či povrch hlavy valcov nie je zarovnaný. Ak to chcete urobiť, položte na hlavu pravítko (obrázok 54) Pomocou spáromerov určite medzery pozdĺž, naprieč a diagonálne na povrchu hlavy valcov. Ak je možné vložiť spáromer väčší ako 0,05 mm, je potrebné vymeniť hlavu valca. Rovnaká kontrola by sa mala vykonať pre povrch, na ktorom je inštalovaný kolektor. Aj tu je prípustná medzera 0,05 mm. Na obrázok 54 prerušovaných čiar označuje, v ktorých smeroch by sa mali merania vykonávať. Nikde by medzera nemala prekročiť špecifikovanú maximálnu hodnotu. Nesúososť plôch v kontakte s kolektormi by nemala presiahnuť 0,1 mm.
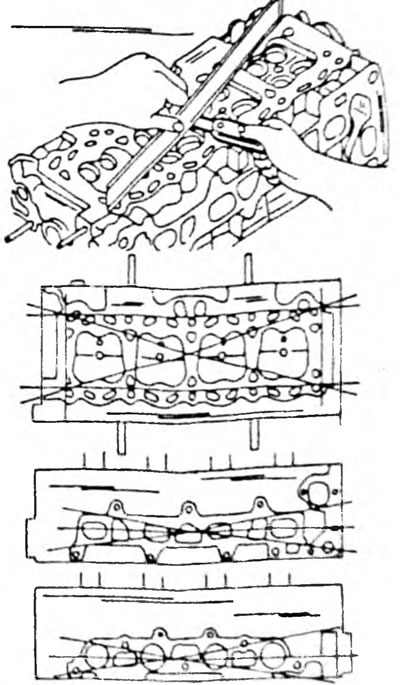
Obrázok 54. Merania povrchu hlavy valcov (vyššie), montážne plochy sacieho potrubia (v strede) a montáž výfukového potrubia (na spodku).
Vačkové hriadele
Umiestnite vačkové hriadele s čapmi vonkajších ložísk do hranolov alebo ich upnite do stredov sústruhu, ako je znázornené na obrázok 55 a na jednu zo stredných náprav nainštalujte číselník. Pomaly otáčajte vačkovým hriadeľom a vykonajte údaje z indikátora. Ak počas jednej otáčky je vychýlenie ihly viac ako 0,04 mm (na všetkých motoroch), je potrebné vymeniť vačkový hriadeľ, pretože sa nedá opraviť. Skontrolujte integritu ložiskových čapov a povrchov vačkového hriadeľa. Ak nedošlo k vonkajšiemu poškodeniu, zmerajte výšku vačiek a vôľu ložísk:
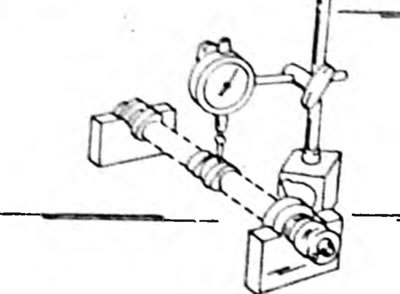
Obrázok55. Meranie výchylky vačkového hriadeľa
- Zmerajte výšku vačiek pomocou mikrometra znázorneného na obrázok 56. Uvedené rozmery a limity opotrebenia sú uvedené v tabuľkách rozmerov a úprav.
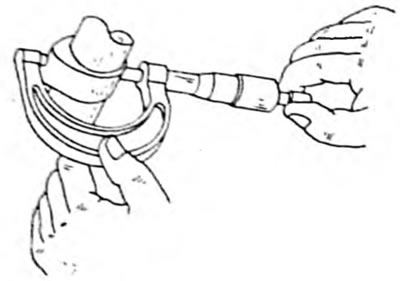
Obrázok 56. Meranie výšky vačiek mikrometrom
- Pred kontrolou vôle ložiska skontrolujte, či sa kov ložiska neodlupuje alebo nepraská. Ak sú kryty poškodené, vymeňte kryty, vačkové hriadele a hlavy valcov.
- Vyčistite uzávery ložísk a čapy vačkového hriadeľa a usporiadajte uzávery podľa čísel ložísk.
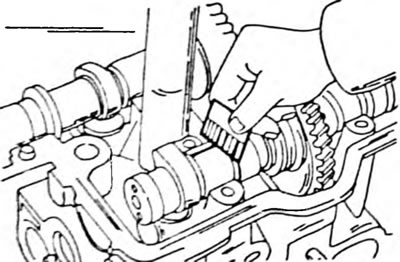
- Vôľa ložiska sa meria pomocou plastového vlasu PLASTIGAGE. Umiestnite vlas po celej dĺžke kolíkov (Obrázok 57) a nainštalujte kryty jeden po druhom. Šípka na všetkých uzáveroch musí smerovať dopredu a čísla uzáverov sa musia zhodovať s číslami ložísk.
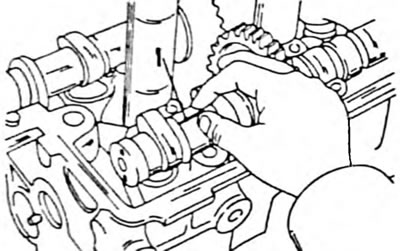
Obrázok 57. Kontrola vôle ložiska pomocou vlasu PLASTIGAGE. naneste plastové vlasy (1) v označenej polohe na ložiskových čapoch. Rozmery zobrazené na 2,0 l motore.
- Jemne poklepte na kryty kladivom a vložte skrutky. Utiahnite skrutky od stredu smerom von na uťahovací moment 13 Nm (motor 4A-F/FE), alebo 19 Nm pre motor 3S-FE. Nerobte chyby. Vačkový hriadeľ sa nesmie otáčať.
- Opäť odskrutkujte uzávery ložísk a ihneď skontrolujte, či na uzávere nezostali chlpy PLASTIGÁŽE. Inak sa lepí aj na ložiskové čapy.
- Pomocou šablóny zo sady PLASTIGAGE odmerajte šírku pokrčených plastových vlasov v najširšom mieste (Obrázok 58 alebo 59). Poskytuje minimálnu vôľu ložísk. Ak je vôľa väčšia ako 0,10 mm, vymeňte hlavu valca a/alebo vačkový hriadeľ.
Obrázok 58. Kontrola šírky pokrčených vlasov PLASTIGAGE. Meranie zobrazené na 2,0 l motore
Obrázok 59. Kontrola šírky pokrčených vlasov PLASTIGAGE.Rozmery zobrazené na 1,6 l motore
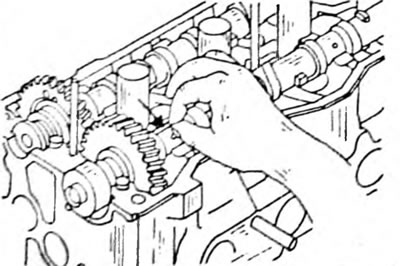
- Meranie axiálnej vôle vačkových hriadeľov sa vykonáva v súlade s pokynmi uvedenými v kapitole Demontáž (pozri tiež obrázok 32). Ak vôľa presahuje 0,25 mm (určené pri demontáži), vymeňte vačkový hriadeľ a/alebo hlavu valcov. Pri oboch motoroch treba skontrolovať záberovú vôľu oboch ozubených kolies vačkového hriadeľa. Za týmto účelom vložte vačkový hriadeľ bez sekundárneho prevodu a nainštalujte číselník, ako je znázornené na obrázok 60. Otočte indikované koliesko v oboch smeroch a odčítajte hodnoty z číselníka. Ak je vôľa väčšia ako 0,30 mm, vymeňte vačkové hriadele.
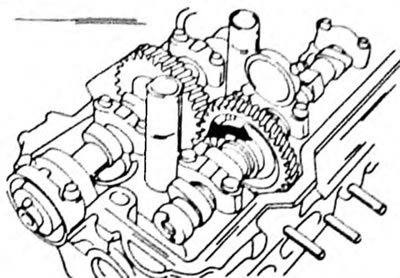
Obrázok 60. Kontrola vôle záberu medzi ozubenými kolesami a vačkovými hriadeľmi. Merania sa vykonávajú identicky na oboch motoroch
Ozubený remeň a prevody
Remeň so zlomenými zubami sa musí vymeniť. Medzi ďalšie chyby patria praskliny, škrabance na bokoch alebo zaoblenie niektorých alebo všetkých kolies. V tomto prípade treba skontrolovať aj zuby ozubených kolies. Jednou rukou držte napínač remeňa a druhou rukou otáčajte kladkou. Ak dôjde pri otáčaní valca k zaseknutiu, vymeňte napínač remeňa. Vratná pružina napínača musí mať určitú dĺžku. V tomto prípade sa dĺžka meria medzi vnútornými stranami pružinových háčikov. Na motore s objemom 1,6 litra by mala byť dĺžka pružiny 43,3 mm; na 2,0 l motore by mala byť dĺžka pružiny 46,1 mm. Ak je pružina natiahnutá, nainštalujte novú pružinu.
Zdvihátka ventilov
Odmerajte vnútorný priemer otvorov pre tlačné prvky v hlave valca a vonkajší priemer tlačných prvkov. Na to potrebujete vnútorný a bežný mikrometer. Rozdiel vo veľkosti by nemal byť väčší ako 0,10 mm (1,6 l motor), alebo 0,07 mm (2,0 l motor). V opačnom prípade treba vymeniť tlačníky a v najhoršom prípade aj hlavu valcov.