
Ventilové pružiny
Na kontrolu ventilových pružín je potrebné použiť tester pružín. Ak to nie je k dispozícii, použitú pružinu možno porovnať s novou pružinou. Za týmto účelom zopnite obe pružiny umiestnené za sebou do zveráka a pomaly utiahnite zverák. Ak sa obe pružiny stlačia rovnako, je to znakom toho, že majú približne rovnaké napätie. Ale ak sa stará pružina stlačí výrazne viac ako nová, potom je to únava a pružiny je potrebné vymeniť ako sadu.
Voľnú dĺžku pružiny je možné zmerať posuvným meradlom, ako je znázornené na obrázku 302. Umiestnite pružiny jednu po druhej na hladký povrch (sklenená doska) tak, aby zatvorený obrat bol na spodnej strane. Vedľa pružiny umiestnite oceľový roh. Zmerajte medzeru medzi pružinami a uhlom v hornej časti (Obrázok 46). Prípustná veľkosť závisí od typu motora. Pri prekročení tolerancie je pružina zošikmená.
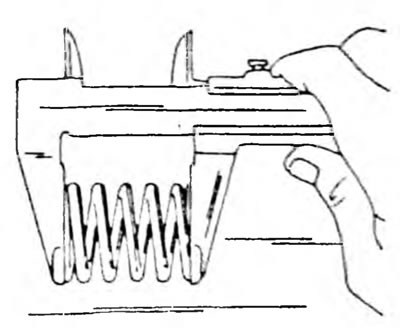
Obrázok 302. Meranie dĺžky ventilovej pružiny pomocou posuvného meradla
Vodidlá ventilov
Vyčistite vodiace lišty pretiahnutím handry namočenej v benzíne cez vodiace lišty. Drieky ventilov je najlepšie vyčistiť rotačnou drôtenou kefou, vložiť ju do skľučovadla elektrickej vŕtačky a driek ventilu pridržať v blízkosti. Vložte ventily jeden po druhom do otvorov. Na ovládanie vôle drieku ventilu v otvoroch musíte mať číselník a strmeň. Kontrola už bola popísaná pre benzínové motory, ale na dieselovom motore by mal byť vnútorný priemer vodiacich puzdier medzi 8,01 a 8,03 mm
Odčítajte priemer drieku ventilu od vnútorného priemeru vodidiel ventilu. Výsledkom je vôľa drieku ventilov v otvoroch, ktorá by nemala presiahnuť 0,10 mm pre sacie ventily a 0,12 mm pre výfukové ventily.
Pred výmenou vodiaceho puzdra sa skontroluje celkový stav hlavy valcov. Hlavy valcov s malými prasklinami medzi sedlami ventilov alebo medzi sedlom ventilu a prvým závitom otvoru zapaľovacej sviečky je možné opätovne namontovať a prepracovať za predpokladu, že praskliny nie sú širšie ako 0,5 mm. Skontrolujte aj skreslenie povrchu hlavy valcov, ktoré bude popísané nižšie.
Pri výmene vodiaceho puzdra je potrebné staré puzdro vyraziť úletom z hornej strany hlavy valca. Pred vyrazením vodidiel postupujte podľa týchto pokynov:
- Pomocou hĺbkomeru alebo rovného okraja zmerajte, o koľko vyčnieva vodiace puzdro nad horný povrch hlavy valcov.
- Hlavu valcov zohrejte na 80-100°C a vyklepte staré vodiace puzdro z hornej strany smerom ku spaľovacej komore. Unášač musí mať na konci drážku, ktorá zapadá do vnútorného priemeru vodiaceho puzdra. Pomocou číselníka zmerajte vnútorný priemer sacieho otvoru v hlave valca. Ak je veľkosť medzi 13 000 mm - 13 027 mm, je možné nainštalovať vodiace puzdro s menovitým vonkajším priemerom. Ak priemer presahuje 13,027 mm, je potrebné nainštalovať vodiace puzdro so zväčšeným vonkajším priemerom. To znamená, že prijímacie otvory pre vodiace puzdrá musia byť vyvŕtané v dielni. Nepokúšajte sa jednoducho zatĺcť do otvorov puzdrá so zväčšeným vonkajším priemerom. Ak máte skúsenosti s vystružovaním, môžete otvory vystružovať na priemer 13,050-13,077 mm na inštaláciu nadrozmerných vodiacich puzdier. Ak sa vymenia vodidlá ventilov, vymenia sa aj ventily a sedlá ventilov sa musia zabrúsiť. Vyčistite vnútorné plochy prijímacích otvorov. Namažte nové vodidlá a zasuňte ich zo strany vačkového hriadeľa do hlavy valca zahriatej na 90°C tak, aby horný koniec vyčnieval nad horný povrch hlavy valcov o veľkosť nameranú pred odstránením starých vodidiel.
- Po stlačení odskrutkujte vodidlá ventilov pomocou 8 mm výstružníka. Nasávacie ventily by mali mať vôľu 0,02-0,055 mm; výfukové ventily musia mať vôľu 0,035 - 0,070 mm.
- Po výmene vodidiel ventilov je potrebné vyfrézovať sedlá ventilov. Ak sa sedadlá už nedajú opracovať, nemá zmysel vodidlá vymieňať.
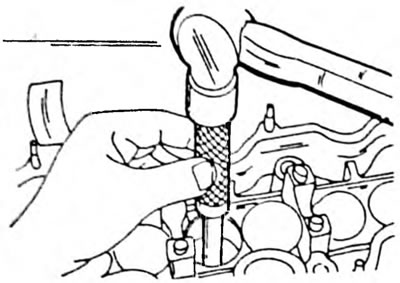
Obrázok 303. Zanesené vedenie ventilu
Sedadlá ventilov
Skontrolujte sedlá ventilov (pozri obrázok 304) pre absenciu opotrebovania a dutín. Drobné známky opotrebovania je možné odstrániť 45°frézou. Ak je však sedlo už opotrebované, je potrebné sedlá ventilov znovu vyfrézovať. Špecifikované uhly sú znázornené na obrázku 304. Musí sa však poskytnúť korekčný uhol na korekciu výšky skosenia sedla ventilu, to znamená, že treba použiť 30°frézu (sacie ventily) alebo 60° (výfukové ventily). Ako už bolo spomenuté, sedlá ventilov možno vyfrézovať dočista, ak sú nainštalované nové vodidlá ventilov. Najprv vyfrézujte uhol 45°a potom zľahka použite frézu 30 a 60 alebo 75°na horný a spodný okraj sedadla, aby ste zmenšili šírku skosenia sedadla a preniesli ho do stredu. Šírka pracovného skosenia sedla by mala byť 1,2-1,6 mm pre sacie ventily a 1,6-2,0 pre výfukové ventily. Frézovacie práce dokončite, akonáhle je skosenie sedla v rámci šírky tolerancie. Mali by sa nosiť upravené sedlá. Za týmto účelom naneste brúsnu pastu na povrch sedla ventilu a vložte ventil do príslušného sedla. Na ventil umiestnite prísavku a otočte ventil v rôznych smeroch (pozri tiež obrázok 52). Po zabrúsení dôkladne očistite všetky diely od pasty a nečistôt a skontrolujte sedlo ventilu na tanieri ventilu a skosenie sedla. Súvislý matný krúžok charakterizuje šírku skosenia sedla ventilu a mal by byť viditeľný na oboch častiach. Nakreslite niekoľko čiar na "prsteň" na kotúč ventilu. Ťahy by mali byť aplikované v kruhu vo vzdialenosti 1 mm. Potom ventil opatrne spustite do vodiaceho puzdra a sedla a otočte ventilom o 90°s miernym tlakom na ventil (použite prísavku). Znova vyberte ventil a skontrolujte, či boli zo skosenia odstránené značky ceruzkou. Ak je šírka skosenia sedla ventilu v rámci špecifikovaných tolerancií, je možné hlavu preinštalovať. V opačnom prípade spracujte sedlá ventilov alebo v najhoršom prípade vymeňte hlavu.
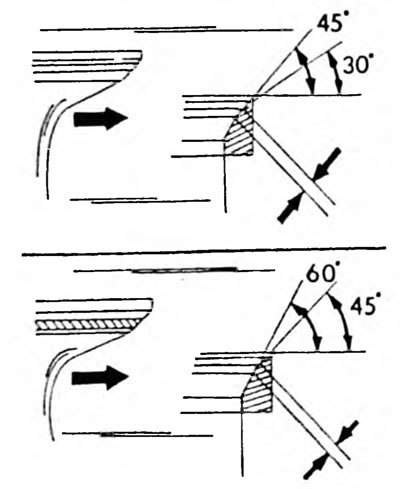
Obrázok 304. Sedlá ventilov. Horný obrázok zobrazuje sedlá sacích ventilov, spodný obrázok sedlá výfukových ventilov. Šírka pracovného skosenia sedla ventilu sa meria medzi oboma šípkami.
Ventily
Popis ventilov pre benzínové motory platí aj pre ventily pre dieselové motory. Veľkosť hrany kotúča ventilu znázornená na obrázku 53 by mala byť 0,9 mm pre sacie ventily a 1,0 mm pre výfukové ventily. V opačnom prípade je potrebné nainštalovať nové ventily. Merania ventilov sa vykonávajú v súlade s tabuľkou veľkostí a nastavení.
Hlava motora
Vyčistite styčné plochy hlavy valcov a bloku valcov a skontrolujte, či povrch hlavy valcov nie je zarovnaný. Aby som to urobil, umiestnil som na hlavu meracie pravítko (Obrázok 54) Pomocou sady spáromerov určite vôľu pozdĺž, naprieč a diagonálne k povrchu hlavy valcov. Ak je možné vložiť spáromer väčší ako 0,20 mm, je potrebné vymeniť hlavu valca. Rovnaká kontrola by sa mala vykonať pre spojenie povrchu s kolektorom. Aj tu je povolená vôľa 0,20 mm.
Sedadlá ventilov
Sedlá ventilov v hlave valcov je možné vymeniť. Staré sedadlá sú vyrazené z hornej strany hlavy valcov do spaľovacieho priestoru. Pod sedlo je možné nainštalovať kompenzačnú podložku. Nové sedačky treba zatĺcť plastovým kladivom. V tomto prípade by mal byť kolík na boku sedadla a zárez v hlave valca umiestnený na rovnakej čiare. Po montáži skontrolujte, o koľko vyčnievajú sedlá nad styčnú plochu hlavy valcov. Za týmto účelom nainštalujte číselníkový úchylkomer na príslušný stojan na dobre vyčistenú hlavu valca a umiestnite meraciu sondu na povrch hlavy valca na prvé merané sedadlo. Nastavte stupnicu indikátora na nulu. Teraz posuňte mierku na okraj sedadla. Rozdiel v údajoch by mal byť medzi -0,03 mm a +0,03 mm. Ak to tak nie je. Sedadlo opäť vyberte a umiestnite pod neho kompenzačnú podložku. Existuje množstvo podložiek s hrúbkou od 0,05 do 0,10 mm, to znamená, že na základe výsledku merania je ľahké vybrať požadovanú podložku. Zatlučte sedadlo s nanesenou podložkou a zopakujte meranie. Všetky náhradné sedlá sa musia merať rovnakým spôsobom.
Vačkové hriadele
Umiestnite vačkové hriadele s čapmi oboch koncových ložísk do hranolov alebo ich upnite medzi stredy sústruhu, ako je znázornené na obrázku 55, a na jeden zo stredných čapov nainštalujte číselník. Pomaly otáčajte vačkovým hriadeľom a odčítajte hodnoty ukazovateľa. Ak je odchýlka šípky väčšia ako 0,06 mm na otáčku, je potrebné vymeniť vačkový hriadeľ, pretože ho nemožno narovnať.. Potom skontrolujte ložiskové čapy a plochy vačkového hriadeľa, či nie sú viditeľné poškodené. Ak sú stále v poriadku, mali by ste zmerať výšku vačiek a vôľu ložísk:
- Na meranie výšky vačiek použite mikrometer zobrazený na obrázku 56. Špecifikované rozmery a limity opotrebenia sú uvedené v tabuľkách veľkostí a nastavení.
- Pred kontrolou vôle ložiska skontrolujte, či sa kov ložiska neodlupuje alebo nepraská. Ak sú kryty poškodené, vymeňte kryty, vačkové hriadele a hlavy valcov.
- Vyčistite uzávery ložísk a čapy vačkového hriadeľa a usporiadajte uzávery podľa čísel ložísk.
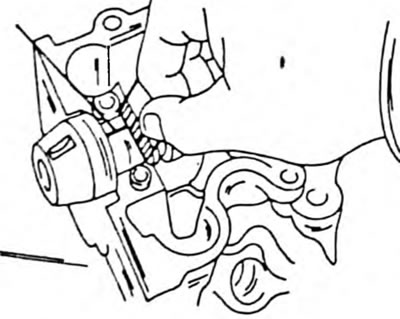
- Vôľa ložiska sa meria pomocou plastového vlasu PLASTIGAGE. Naneste kúsok týchto vlasov po celej dĺžke všetkých čapov (Obrázok 305) a jedno po druhom nasaďte viečka. Šípka I| Všetky viečka musia smerovať proti vode a čísla veka sa musia zhodovať.
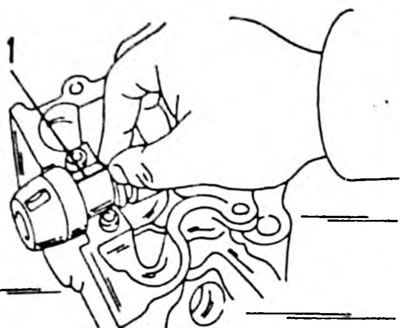
Obrázok 305. Priložte plastový pásik (1) v naznačenom smere na ložiskový čap
- Opatrne zrazte kryty a vložte skrutky. Skrutky dotiahnite od stredu smerom von uťahovacím momentom 18 Nm. Potom už nie je možné otáčať rozvodným hriadeľom.
- Opäť odskrutkujte uzávery ložísk a ihneď skontrolujte, či na uzávere nezostali chlpy PLASTIGÁŽE. V opačnom prípade sa tiež prilepí na ložiskový čap.
- Pomocou šablóny dodávanej s PLASTIGAGE odmerajte šírku stlačených plastových vlasov v ich najširšom bode (Obrázok 306). Charakterizuje minimálnu vôľu ložiska. Ak je vôľa väčšia ako 0,10 mm, je potrebné vymeniť hlavu valcov a/alebo vačkový hriadeľ, aby bola vôľa v rámci tolerancie.
Obrázok 306. Meranie šírky rozdrveného vlasu PLASTIGAGE na určenie vôle ložiska.
- Ak chcete zmerať axiálnu vôľu vačkových hriadeľov, vyčistite ložiskové otvory v hlave valcov a veká ložísk a nainštalujte vačkový hriadeľ podľa vyššie uvedeného popisu. Utiahnite skrutky veka ložiska v dvoch alebo troch krokoch.
- Nainštalujte úchylkoměr podľa obrázka 307 a pohybujte vačkovým hriadeľom v oboch smeroch, pričom odčítajte údaje z prístroja. Výsledná hodnota je axiálna vôľa hriadeľa, ktorá by nemala presiahnuť 0,25 mm. Ak je vôľa väčšia, treba vymeniť vačkový hriadeľ. Niekedy obe časti podliehajú opotrebovaniu.
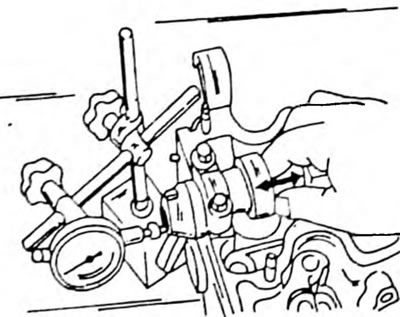
Obrázok 307. Meranie axiálnej vôle vačkového hriadeľa
Ozubený remeň a prevody
Opasok s pokazenými zubami treba určite vymeniť. Medzi ďalšie chyby patria praskliny, opotrebovanie na bokoch alebo zaoblenie niektorých alebo všetkých zubov. V tomto prípade treba skontrolovať aj zuby ozubených kolies. Jednou rukou držte napínač remeňa a druhou rukou otáčajte kladkou. Trenie pri otáčaní valca vyžaduje výmenu napínača remeňa. Vratná pružina napínača musí mať určitú dĺžku. V tomto prípade sa dĺžka meria medzi vnútornými stranami pružinových háčikov, ako je znázornené na obrázku 205. Ak je pružina kratšia ako 51,93 mm, nainštalujte novú pružinu.
Zdvihátka ventilov
Odmerajte vnútorný priemer otvorov pre tlačné prvky v hlave valca a vonkajší priemer tlačných prvkov. Na tento účel musia byť k dispozícii vnútorné a obyčajné mikrometre. Rozdiel by nemal byť väčší ako 0,10 lam. V opačnom prípade treba vymeniť tlačníky a v najhoršom prípade aj hlavu valcov.