2. Уклоните млазнице за уље.
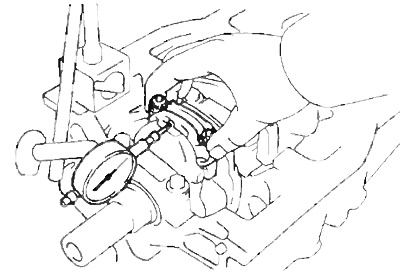
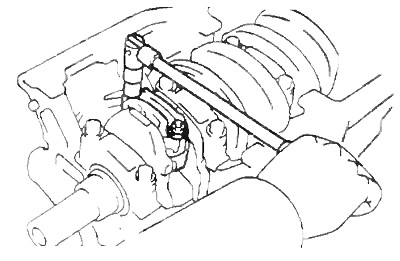
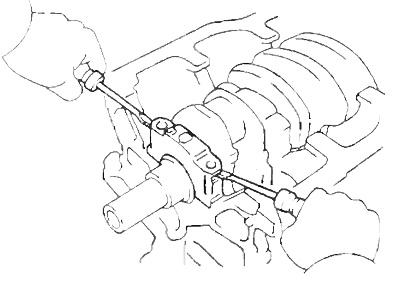
3. Проверите вредност аксијалног зазора лежаја клипњаче помоћу индикатора сата, померајући клипњачу напред-назад дуж рукавца клипњаче радилице.
Стандардни аксијални зазор:
- 3С-ФЕ, 4С-ФЕ - 0,16 - 0,312 мм
- ЗС-Т - 0,08 - 0,300 мм
Максимални аксијални клиренс:
- 3С-ФЕ, 4С-ФЕ - 0,35 мм
- ЗС-Т - 0,40 мм
Ако је крајњи зазор већи од максималног, замените склоп клипњаче. Замените радилицу ако је потребно.
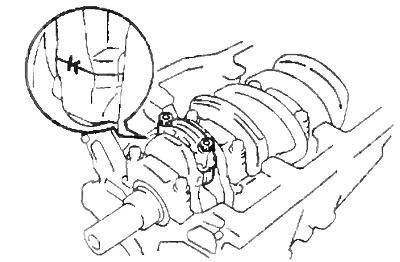
4. Скините поклопац клипњаче и проверите радијални зазор лежаја клипњаче.
А) Проверите поравнање ознака на клипњачи и поклопцу клипњаче како бисте били сигурни да је поново састављен.
Ако нема трагова, нанесите их на поклопце и клипњаче са језгром.
б) Отпустите две матице доњег поклопца клипњаче.
В) Чекићем са пластичном главом лагано ударите по завртњима клипњаче да бисте ослободили доњи поклопац клипњаче.
Напомена: Доња половина чауре мора остати у поклопцу клипњаче.
Г) Ставите комаде црева на избочене крајеве вијака како бисте спречили оштећење површине рукавца клипњаче.
д) Очистите радилицу и лежајеве.
е) Проверите да ли има удубљења и огреботина на носачу клипњаче и на површини лежаја. Ако има огреботина или огреботина, замените лежајеве. Поново избрусите рукавце или замените радилицу ако је потребно.
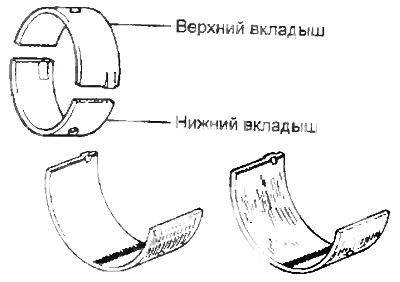
Напомена: Немојте мешати горњу и доњу шкољку лежаја.
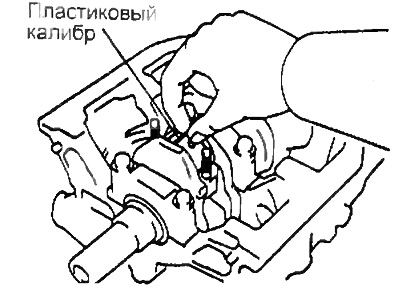
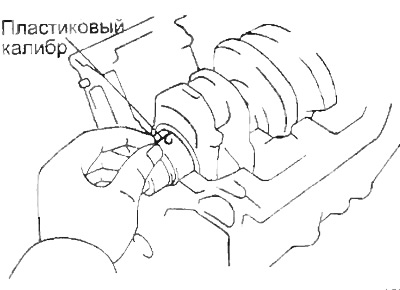
и) Уградите пластични мерач за мерење зазора у клизним лежајевима преко радилице.
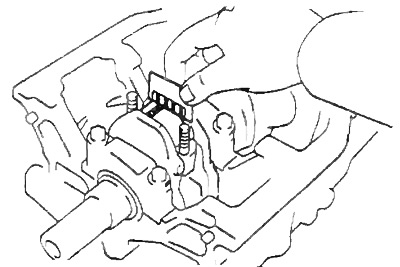
х) Поставите доњи поклопац клипњаче тако што ћете поравнати ознаке шибица.
Обртни момент:
3S-FE, 4S-FE:
- 1. степен - 25 Нм
- 2. фаза - затегните за 90°
4С-ФЕ - 54 Нм
ЗС-Т - 66 Нм
Белешка:
- Не ротирајте радилицу.
- Нанесите мало уља на навоје вијака и испод матица пре него што их инсталирате.
И) Скините доњи поклопац клипњаче тако што ћете одврнути матице.
До) Измерите максималну ширину спљоштене жице мерача, користећи је да одредите величину зазора лежаја клипњаче.
Зазор клипног лежаја:
3S-FE
- номинални - 0,024 - 0,055 мм
- поправити (0,25 - 0,025 - 0,089 мм
- максимално - 0,08 мм
4S-FE:
- номинални - 0,024 - 0,055 мм
- поправити (0,25 - 0,023 - 0,069 мм
- максимално - 0,08 мм
ЗС-Т:
- номинални - 0,042 - 0,066 мм
- поправити (0,25) - 0,043 - 0,089 мм
- максимално - 0,10 мм
Ако је зазор већи од максималног, замените лежајеве. Поново избрусите или замените радилицу ако је потребно.
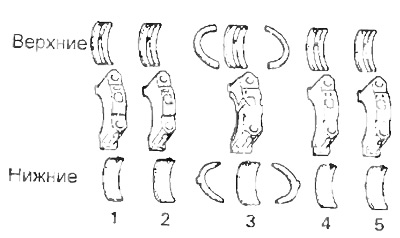
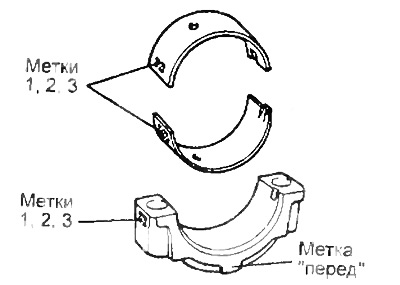
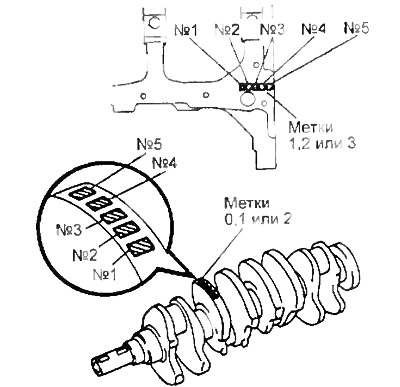
Напомена: приликом замене лежајева номиналне величине потребно је користити лежајеве исте групе величина која је назначена на поклопцу лежаја.
Постоје групе величина кошуљица означене "7" "2" "3" за 3С-ФЕ, 4С-ФЕ и "1", "2", "3", "4", "5" за ЗС-Т мотор.
Истовремено, избочина (етикета «пре него што») на поклопцу клипњаче мора да буде усмерен према предњем делу мотора (у правцу супротном од прикључног вратила).
Називне димензије облога према њиховој дебљини:
3S-E:
- ознака "1" - 1.484 - 1.488 мм
- ознака "2" - 1.488 - 1.492 мм
- ознака "3" - 1,492 -1,496 мм
4S-E:
- ознака "1" - 1.484 - 1.488 мм
- ознака "2" - 1.488 - 1.492 мм
- ознака "3" - 1.492 - 1.496 мм
ЗС-Т:
- ознака "4" - 1.485-1.489 мм
- ознака "5" - 1.489 - 1.493 мм
Димензије за поправку кошуљица - 1.600- 1.610 мм
л) Уклоните остатке жице за калибрацију са радних површина врата и кошуљице.
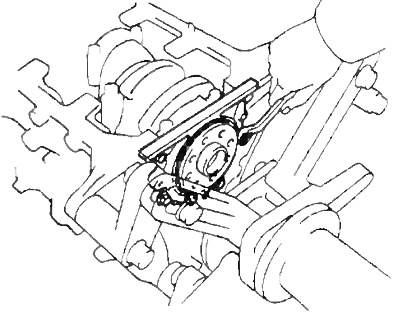
5. Уклоните склоп клипа и клипњаче.
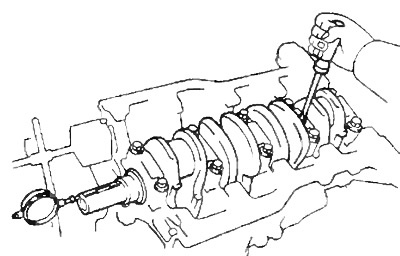
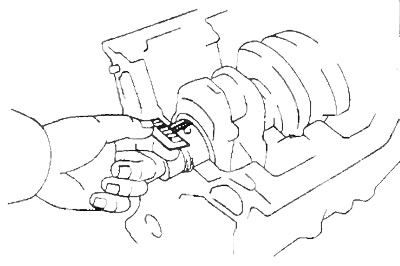
А) Користите развртач да уклоните наслаге угљеника са врха цилиндра као што је приказано на слици.
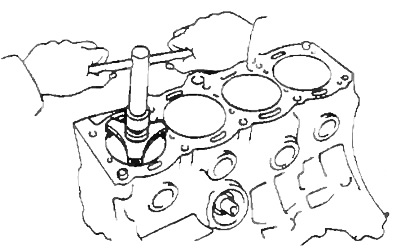
б) Покријте вијке клипњаче комадима црева да бисте заштитили радилицу од оштећења.
В) Скините склоп клипа са клипњачом и горњом шкољком лежаја кроз врх блока цилиндра.
Белешка:
- Држите лежајеве, клипњачу и поклопац заједно.
- Поставите клипове у скуп са шипкама и лабавим листовима одређеним редоследом.
6. Користите индикатор за мерење аксијалног зазора радилице померањем потоњег "напред-назад" помоћу одвијача.
Стандардни аксијални зазор:
- 3С-ФЕ, 4С-ФЕ - 0,020 - 0,022 мм
- ЗС-Т - 0,040 - 0,240 мм
Максимални аксијални зазор - 0,30 мм
Ако је аксијални зазор већи од максимално дозвољеног, замените потисне подлошке.
Дебљина потисних полупрстенова:
3С-ФЕ, 4С-ФЕ - 2,44 - 2,49 мм
ЗС-Т:
- номинална - 2.680 - 2.730 мм
- поправити (0,125) - 2.743 - 2.793 мм
- поправити (0,250) - 2.805 - 2.855 мм
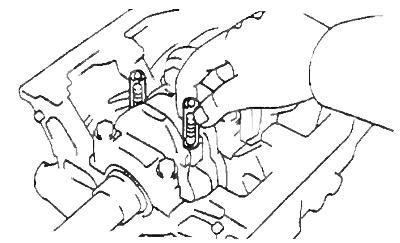
7. Уклоните капице главних лежајева и проверите радијалне зазоре уља.
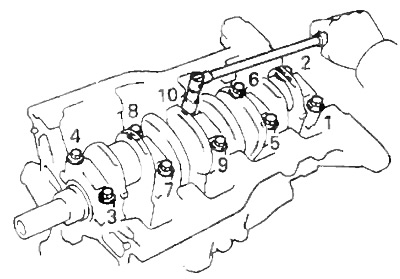
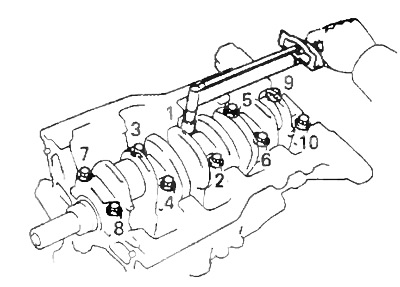
А) Равномерно олабавите и уклоните завртње капице главног лежаја у неколико пролаза као што је приказано.
б) Замахујући одврнутим вијцима у рупама капица главних лежајева, одвојите и уклоните поклопце заједно са доњим шкољкама и доњим потисним полупрстеновима (ове последње се уграђују само у зони главног лежаја бр.3).
Белешка:
- Држите капице главних лежајева заједно са доњим лежајевима.
- Поставите капице главних лежајева и потисне подлошке у исправном редоследу.
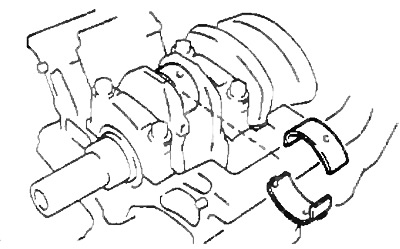
В) Подигните радилицу.
Напомена: Оставите горње шкољке лежаја и горње потисне подлошке у блоку цилиндра.
Г) Очистите сваки главни носач и лежајеве.
д) Проверите површину сваког главног рукавца и лежајева да ли има удубљења и огреботина.
Ако су врат или уметак оштећени, замените уметке. Поново избрусите или замените радилицу ако је потребно.
е) Положите коленасто вратило у блок цилиндара.
и) Поставите пластични мерач зазора лежаја на сваки рукавац.
х) Поставите поклопце корених лежајева и затегните завртње у редоследу приказаном на цртежу.
Обртни момент:
- 3С-ФЕ, 4С-ФЕ - 59 Нм
- ЗС-Т - 103 Нм
Напомена: Не ротирајте радилицу.
И) Уклоните капице главних лежајева са доњим шкољкама и потисним подлошкама (ове последње се уграђују само у зони главног лежаја бр.3).
До) Измерите максималну ширину спљоштене жице да бисте одредили радијални зазор.
Зазор главног лежаја:
3S-FE, 4S-FE:
лежај #3
- стандард - 0,025 - 0,044 мм
- поправити (0,25) - 0,027 - 0,067 мм
одморити се
- стандард - 0,015 - 0,034 мм
- поправити (0,25) - 0,019 - 0,059 мм
максимални размак: 0,080 мм
ЗС-Т:
- номинално - 0,034 - 0,065 мм
- максимално - 0,100 мм
Ако је зазор већи од максималног, замените лежајеве.
Поново избрусите или замените радилицу ако је потребно.
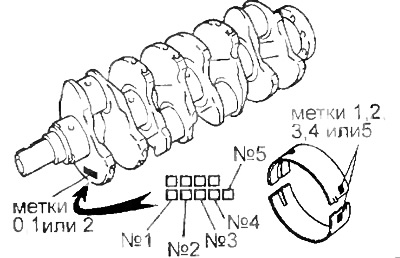
Напомена: Приликом замене уметака номиналне величине, морају се користити уметци исте групе величина. Ако се не може одредити број групе величина лежаја, изаберите исправан лежај из табеле додавањем броја групе величина блока цилиндра броју групе величина радилице. Постоји пет стандардних група величина слушалица, означених са '1', '2', '3', '4' и '5' респективно.
3S-FE, 4S-FE
3C-T
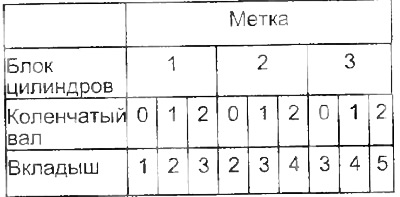
Пример: Ознака "2" на блоку цилиндра + ознака "1" на радилици = збир "3" (потребан уметак #3).
Пречник лежишта главног лежаја блока цилиндра:
3S-FE:
- ознака "1" - 59.020 - 59.026 мм
- ознака "2" - 59,026 - 59,032 мм
- ознака "3" - 59,032 - 59,038 мм
- поправити (0,25) - 59.020 - 59.038 мм
ЗС-Т:
- ознака "1" - 61.000 -61.008 мм ознака
- ознака "2" - 61,008 - 61,016 мм ознака
- ознака "3" - 61,016-61,024 мм
- поправити (0,25) — 61.000 - 61.024 мм
Пречник рукавца радилице:
3S-FE:
- ознака "0" - 54.998 - 55.003 мм
- ознака "1" - 54.993 - 54.998 мм
- ознака "2" - 54.988 - 54.993 мм
- поправити (0,25) - 54.745 - 54.755 мм
ЗС-Т
- било које ознаке - 56.985 - 57.000 мм
- поправити (0,25) - 56.745 - 56.755 мм
Дебљина зида облоге (у централном делу): 3S-FE:
Инсерт #3
- ознака "1" - 1.992-1.995 мм
- ознака "2" - 1,995 -1,998 мм
- ознака "3" - 1.998 - 2.001 мм
- ознака "4" - 2.001 - 2.004 мм
- ознака "5" - 2,004 - 2,007 мм
- поправити (0,25) - 2.113 -2.119 мм
Одмори се
- ознака "1" - 1.997 - 2.000 мм
- ознака "2" - 2.000 - 2.003 мм
- ознака "3" - 2,003 - 2,006 мм
- ознака "4" - 2,006 - 2,009 мм
- ознака "5" - 2,009 - 2,012 мм
- поправити (0,25) - 2.117-2.123 мм
ЗС-Т:
- ознака "1" - 1,979-1,963 мм
- ознака "2" - 1,963 -1,987 мм
- ознака "3" - 1.987-1.991 мм
- поправити (0,25) - 2.100 - 2.106 мм
л) Уклоните пластичне мераче.
8. Уклоните радилицу.
А) Подигните радилицу.
б) Уклоните горње шкољке главног лежаја и горње потисне подлошке из блока цилиндра.
Напомена: Уградите главне лежајеве и потисне подлошке у исправном редоследу.