
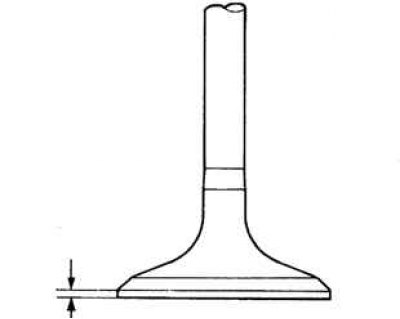
Ryż. 2.273. Grubość płytki zaworowej
Przeszlifuj zawory, aż zostaną usunięte ślady sadzy i zadrapania. Upewnić się, że skos zaworu tworzy kąt 44,5°względem płaszczyzny prostopadłej do osi trzpienia. Sprawdź grubość cylindrycznej części dysku zaworu (Ryż. 2.273).
Standardowa grubość blachy to 1,0 mm.
Jeśli grubość cylindrycznej części dysku zaworu jest mniejsza niż minimalna dopuszczalna wartość, należy wymienić zawór.
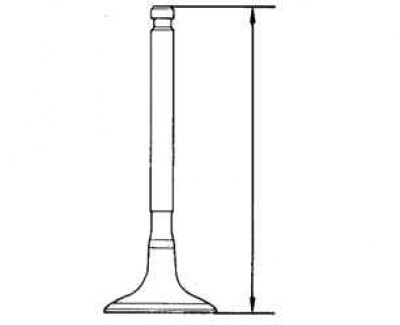
Ryż. 2.274. Długość zaworu
Sprawdź całkowitą długość zaworu (Ryż. 2.274). Jeśli całkowita długość jest mniejsza niż minimalna, wymień zawór.
Długość nominalna:
- zawór wlotowy - 95,45 mm;
- zawór wydechowy - 95,40 mm.
Minimalna długość całkowita:
- zawór wlotowy - 94,95 mm;
- zawór wydechowy - 94,90 mm.
Sprawdź stan powierzchni zaworów pod kątem zużycia. Jeśli powierzchnia czołowa zaworu jest zużyta, przeszlifować powierzchnię czołową zaworu lub wymienić zawór.
Notatka. Po przeszlifowaniu sprawdzić całkowitą długość zaworu. Następnie za pomocą frezu z węglików spiekanych o kącie 45°wyszlifuj gniazda zaworów, usuwając tylko minimalną ilość metalu w celu oczyszczenia skosów gniazd. Sprawdzić prawidłowe osadzenie zaworu.
Notatka. Nałożyć cienką warstwę bieli na skos zaworu. Dociśnij powierzchnię zaworu do gniazda, ale nie obracaj zaworu. Następnie wyjmij zawór i sprawdź gniazdo zaworu i skos.
Jeśli farba pozostaje na całym obwodzie (360°) skosy zaworu, zawór jest koncentryczny. W przeciwnym razie wymień zawór. Jeśli farba pojawi się na całym obwodzie (360°) gniazda zaworowe, prowadnica (rękaw) zawory i gniazdo zaworu są koncentryczne. W przeciwnym razie przeszlifuj skos. Upewnić się, że powierzchnia styku znajduje się pośrodku powierzchni czołowej zaworu i ma szerokość 1,0–1,4 mm.
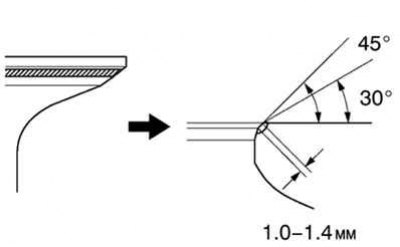
Ryż. 2.275. Schemat ostrzenia siodła frezem o kącie stożka 30°i 45°
W przeciwnym razie wyreguluj fazę tak, aby powierzchnia styku nie znajdowała się zbyt wysoko na fazce zaworu. Aby przeszlifować gniazdo, użyj frezów stożkowych 30°i 45° (Ryż. 2.275).
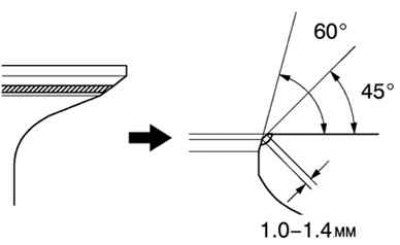
Ryż. 2.276. Schemat ostrzenia siodełka frezem o kącie stożka 75°i 45°
Jeśli miejsce styku jest zbyt niskie na powierzchni czołowej zaworu, użyj frezów stożkowych 75°i 45°, aby przeszlifować gniazdo (Ryż. 2.276).
Ręcznie dotrzyj zawór i gniazdo zaworu pastą ścierną. Po docieraniu oczyścić zawór i gniazdo zaworu.