
Rusted fasteners with a chain to facilitate their unscrewing and to avoid breakage should be treated with a special penetrating oil before breaking off. Some mechanics prefer to use turpentine for this purpose, which is conveniently applied from a special small container with a long spout. After wetting the fastener with penetrating oil, before loosening the nut or bolt, allow the oil for several minutes to thoroughly soak the rusted layer. Heavily corroded fasteners can be cut with a chisel, sawed off with a hacksaw, or removed with a special wrench, which can be purchased at a tool store.
When cutting off the bolt head or breaking off the stud during assembly, the rest of the threaded part can be drilled out or removed using a special extractor. Most auto repair shops are able to perform this and other repair procedures (e.g. repairing stripped threads in threaded holes).
Flat washers and lock washers should be installed in their original positions during assembly. Damaged washers should be replaced with new ones. Never install lock washers directly on soft metal surfaces (e.g. aluminum), elements made of thin sheet metal or plastic.
Fastener dimensions
For many reasons, automotive manufacturers are increasingly using metric fasteners. However, it is important to know the difference between this (more versatile) fasteners and sometimes used fasteners of the SAE standard (or American). Despite the external similarity, these two types of fasteners are not interchangeable.
All bolts, whether SAE or metric, are classified by diameter, thread pitch, and length. For example, an SAE 1/2 - 13x1 bolt is half an inch in diameter, 13 threads per inch, and 1 inch long. Metric bolt M12 - 1.75x25 has a diameter of 12 mm, thread pitch (distance between adjacent turns) 1.75 mm and 25 mm long. Both bolts are externally almost identical, but not interchangeable. In addition to the features listed, both metric and SAE bolts can be identified by visual inspection of the head. Firstly, the distance between the faces of the head of a metric bolt is measured in millimeters, while for an SAE bolt it is in inches (the same is true for nuts). As a result, an SAE wrench is not suitable for use with metric fasteners, and vice versa. In addition, the heads of most SAE bolts usually have radial marks that determine the maximum allowable bolt torque (strength class). The more risks, the higher the strength class (on vehicles, bolts of strength class 0 to 5 are usually used). The strength class of metric bolts is determined by a numerical code. Code numbers are usually cast, like non-American fasteners, on the bolt head (on vehicles, bolts of strength classes 8.8, 9.8 and 10.9 are usually used).
The property class marking can also be used to differentiate between BAE hex nuts and metric nuts. To identify the property class of BAE nuts, dot marks are stamped on one of the end surfaces of the nut, while metric nuts are marked with a numerical code. The greater the number of points or the greater the value of the digital code, the higher the allowable tightening torque of the nut.
Metric studs are also marked on the ends according to the strength class. A digital code is applied to large hairpins, while smaller ones are marked in the form of geometric shapes.
It should be noted that a significant number of fasteners, especially strength classes from 0 to 2, are not marked at all. In this case, the only way to distinguish an SAE fastener from a metric fastener is to measure the thread pitch or compare the thread to a known fastener. It should be remembered that only small fasteners fall under the SAE classification. Large fasteners with non-metric threads are American standard fasteners (USS).
Tek as fasteners of the same geometric size (both standard and metric) may have different strength classes, when replacing bolts, nuts and studs, attention should be paid to compliance with the strength class of the new fasteners being installed and «old».
Sequence and tightening technique
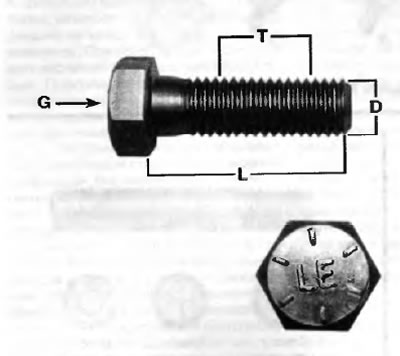
Most threaded connections must be tightened to the prescribed torque (tightening torque is the torque applied to a threaded element such as a nut or bolt). Over-torque can cause the threaded element to loosen and break, while under-torque can eventually cause the elements to come loose. Bolts, screws and studs, depending on the material from which they are made and the diameter of their threads, have specific tightening torque values, many of which are given in «Technical data» at the beginning of each chapter. Strictly adhere to the recommendations given for the tightening forces of the fasteners used. For fasteners for which specific torque values are not defined, the general torque table presented here can be used as a guide.


These values are for dry (unlubricated) fasteners screwed into steel or cast iron (not in aluminum). As mentioned above, the amount of torque that can be safely applied to a fastener is determined by the size and strength class. The values given here are approximate for property class 2 and 3 fasteners. Higher property class may allow higher tightening torque.
Certain threaded connections (such as fastening the cylinder head, oil pan and various covers) to avoid deformation of fasteners, loosen and tighten in a strictly defined sequence. The procedure for tightening and releasing such fasteners is given in the text of the corresponding chapter of this manual. Unless a special procedure is specified, the following procedure should be followed to avoid deformation of the element.
At the first stage, all bolts/nuts should be hand-tightened. Further, each of the fastener elements in turn should be turned for more than one full turn, and it should be tightened in a cross sequence. Further, returning to the first element, you should repeat the procedure in the same order, tightening the fasteners another half turn. Continue the procedure, tightening each bolt/nut, now a quarter of a turn, in one go, until they are all tightened to the required torque. When releasing and unscrewing the fasteners, proceed in a similar manner, but in reverse order.
Marking of bolts according to their strength class / dimensions according to the SAE standard
G - Strength class marking
L - Length (in inches)
T - thread pitch (threads per inch)
D - Nominal diameter (in inches)
Metric marking of bolts according to their strength class/dimensions
G - Strength class
L - Length (and millimeters)
T - thread pitch (distance between threads in millimeters)
D - Diameter