
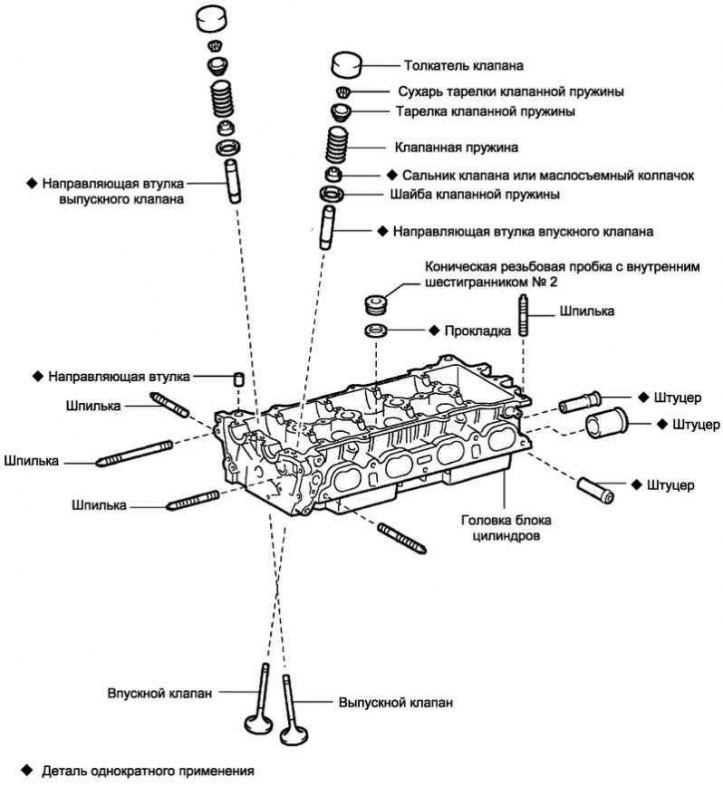
Pic. 2.218. Cylinder head components
Removing the conical screw plug No. 2
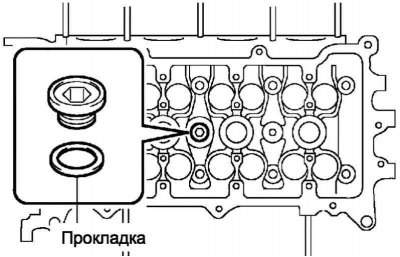
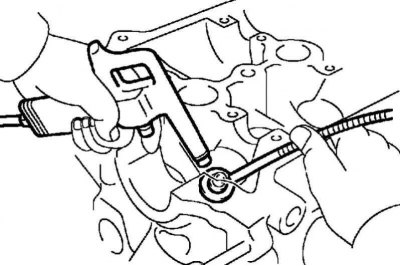
Pic. 2.219. Conical screw plug
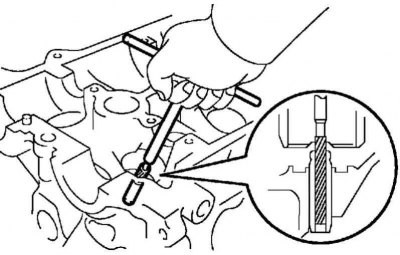
Using a 10 hexagon wrench, unscrew the conical screw plug and remove the gasket (pic. 2.219).
Removing the valve lifter
Remove 16 valve lifters from the cylinder head.
Valve removal
Install the cylinder head on wooden blocks.
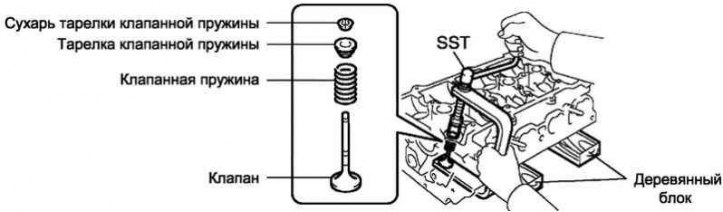
Pic. 2.220. Removing the valve train
Note. Remove all valves from the cylinder head in the sequence described below (pic. 2.220).
Using an SST tool, compress the spring and remove the 2 valve spring cotters.
Remove the spring plates, internal valve springs and valves from the cylinder head.
Removing oil seals
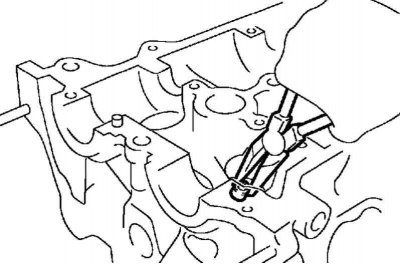
Pic. 2.221. Removing the oil seal
Using pliers with thin jaws, remove 8 valve stem seals (pic. 2.221).
Removing valve spring washers
Pic. 2.222. Removing the valve spring washer
Using compressed air and a magnetic bar, remove the 8 valve spring washers (pic. 2.222).
Stud turning out
Pic. 2.223. Location of cylinder head studs
Using socket wrenches TORX E5 and E7, remove 10 studs (pic. 2.223).
Checking the cylinder head for deformation
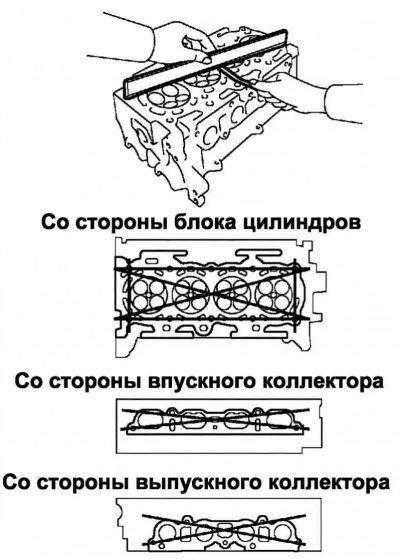
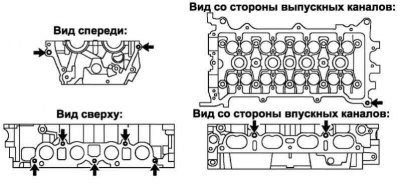
Pic. 2.224. Checking the cylinder head for deformation
Using a precision straightedge and a feeler gauge, measure the amount of warping of the planes mating with the cylinder block and manifolds (pic. 2.224).
The maximum allowable amount of warping:
- from the side of the cylinder block - 0.05 mm;
- from the intake manifold - 0.10 mm;
- from the exhaust manifold - 0.10 mm.
If warpage exceeds the maximum allowable value, replace the cylinder head.
Checking the cylinder head for cracks and damage
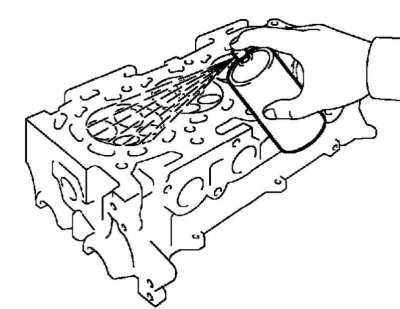
Pic. 2.225. Checking the cylinder head for cracks and damage
Using the developing paint method, check and verify that there are no cracks in the combustion chamber, intake ports, exhaust ports and on the surface of the cylinder block (pic. 2.225).
Checking valve seats
Apply a thin coat of Prussian blue or white lead to the valve bevel.
Lightly press the valve against the seat.
Note. Do not rotate the valve.
Check the valve face and valve seat in the order described below.
If there is a continuous track around the entire circumference of the valve chamfer, the valve disc is not skewed. Otherwise, the valve must be replaced.
If there is a continuous trace of paste around the entire circumference of the valve seat, the axis of the guide sleeve, valve disc and seat are aligned. Otherwise, the valve seat surface must be regrinded.
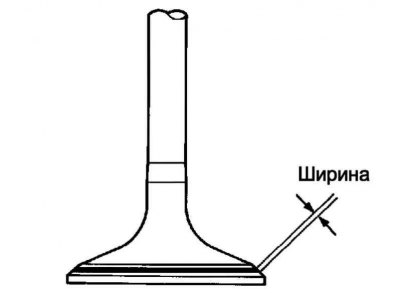
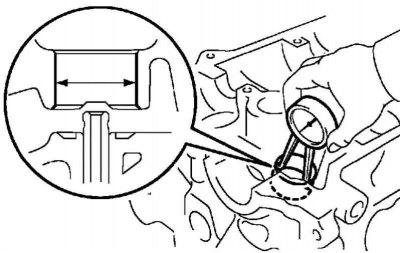
Pic. 2.226. Contact area width
Make sure that the valve face mates with the middle part of the valve seat surface, and that the width of the contact zone corresponds to the nominal value (pic. 2.226).
Repair of saddles of inlet valves
Using a 45°cutter, bore the valve seat surface in the cylinder head slightly wider than the nominal valve seat contact width (pic. 2.227a).
Note. For a smoother valve seat surface, apply less pressure to the cutter when boring the seats.
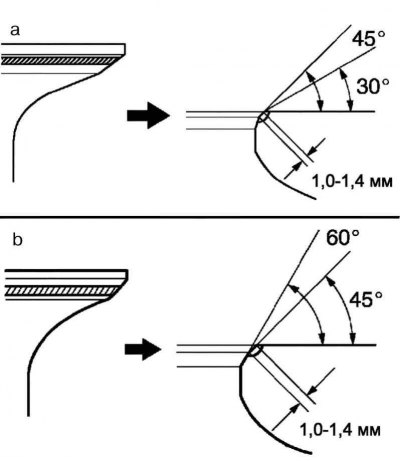
Pic. 2.227. Intake valve seat bore pattern
Make sure that the valve face mates with the middle part of the valve seat surface. Otherwise, re-boring the seat surface with a 45°cutter (pic. 2.227 a).
Machine the surface of the valve seat with a 30°or 60°cutter so that the contact area between the valve seat and the valve face is in the middle of the bevel.
If the contact area on the valve face is too high, use cutters with a cutting edge angle of 30°and 45°to machine the seat (pic. 2.227b).
If the contact area on the valve face is too low, use cutters with a cutting edge angle of 60°and 45°to machine the seat.
With grinding paste, lap the valve with the valve seat. The work is done manually.
Recheck the seat fit of the valve.
Exhaust valve seat repair
Using a 45°cutter, bore the valve seat surface in the cylinder head slightly wider than the nominal valve seat contact width.
Note. To make the surface of the valve seat smoother, gradually reduce the pressure on the cutter when boring the seats.
Make sure that the valve face mates with the middle part of the valve seat surface. Otherwise, re-boring the seat surface with a 45°cutter.
Machine the valve seat surface with a 30°or 75°cutter so that the contact area between the valve seat and the valve face is in the middle.
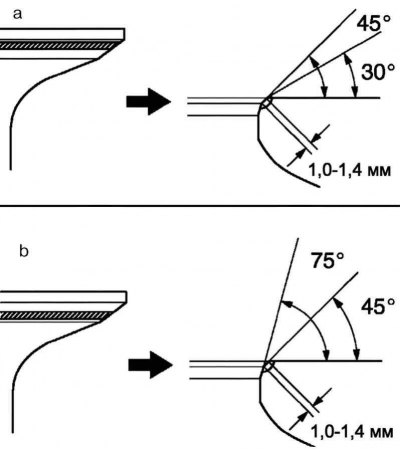
Pic. 2.228. Exhaust valve seat bore pattern
If the contact area on the valve face is too high, use cutters with a cutting edge angle of 30°and 45°to machine the seat (pic. 2.228 a).
If the contact area on the valve face is too low, use cutters with a cutting edge angle of 75°and 45°to machine the seat (pic. 2.228b).
Lappe the valve to the valve seat with grinding paste. The work is done manually.
Recheck the seat fit of the valve.
Checking the axial clearance of the camshaft
Install 2 camshafts.
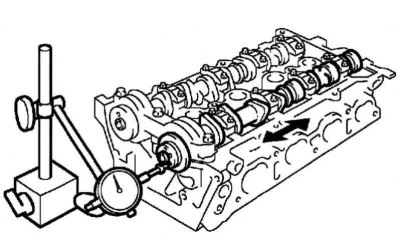
Pic. 2.229. Checking the axial clearance of the camshaft
By shifting the camshaft in the axial direction, measure the axial clearance with an indicator (pic. 2.229).
- Rated axial clearance: 0.040 - 0.095 mm.
- Maximum allowable axial clearance: 0.110 mm.
If the axial clearance exceeds the maximum allowable value, replace the cylinder head. If the camshaft bearing journals are damaged, replace the camshaft.
Measuring the oil clearance of the camshaft journals
Clean 9 bearing caps and camshaft journals.
Install the camshafts in the cylinder head.
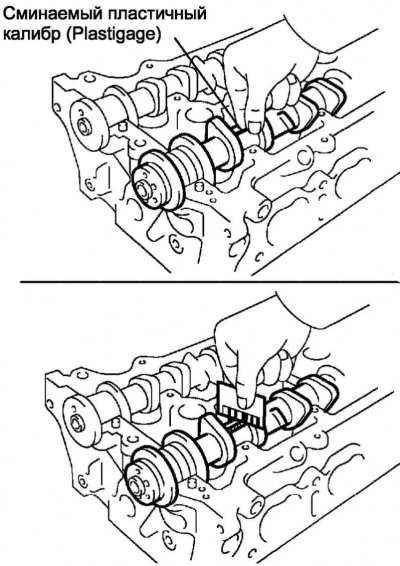
Pic. 2.230. Measuring the oil clearance of the camshaft journals
Place crumpled plastic gauges axially on all camshaft journals (pic. 2.230).
Install 9 camshaft bearing caps.
Note. Do not rotate camshafts.
Remove 9 bearing caps.
Measure collapsible plastic gauges at the widest point (pic. 2.230).
- Nominal oil clearance: 0.035–0.072 mm.
- Maximum allowable oil clearance: 0.10 mm.
Note. After measurement, completely remove the remnants of the crushed plastic gauge.
Note. If the oil clearance exceeds the maximum allowable value, replace the cylinder head or camshaft.
Checking the valve lifters
Pic. 2.231. Valve lifter diameter measurement
Measure the diameter of the valve tappet with a micrometer (pic. 2.231).
Valve lifter diameter: 30.966–30.976 mm.
If the diameter is not correct, replace the valve tappet.
Checking the oil clearance of the valve lifters
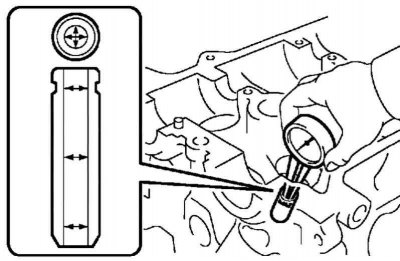
Pic. 2.232. Valve lifter oil clearance measurement
Using a bore gauge, measure the diameter of the valve lifter seat in the cylinder head (pic. 2.232).
Valve lifter seat diameter: 31.000 - 31.025 mm.
If the diameter is not correct, replace the cylinder head.
Subtract the measured valve lifter diameter from the valve lifter seat diameter.
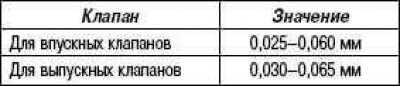
- Nominal oil clearance: 0.024–0.059 mm.
- Maximum allowable oil clearance: 0.079 mm.
If the oil clearance exceeds the maximum allowable value, replace the valve tappet. If necessary, replace the cylinder head.
Checking valve springs
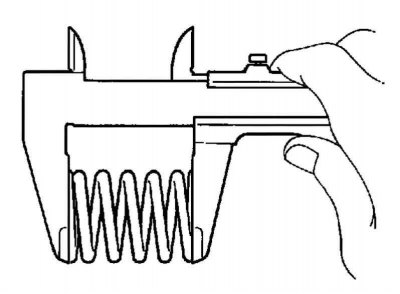
Pic. 2.233. Measuring valve spring length
Use a caliper to measure the total free length of the valve spring (pic. 2.233).
- Free length: 43.40 mm.
If the free length is not within specification, the valve spring must be replaced.
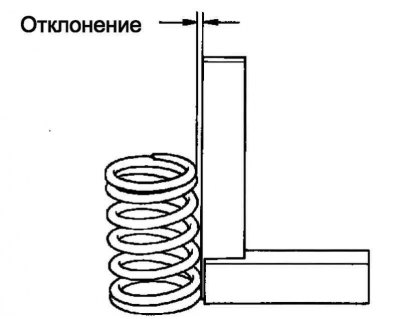
Pic. 2.234. Measuring valve spring squareness
Using an angle, measure the perpendicularity of the valve spring (pic. 2.234).
- Maximum allowable deviation: 1.6 mm.
- Maximum allowable angle (for reference): 2°
If the deviation exceeds the maximum allowable value, replace the valve spring.
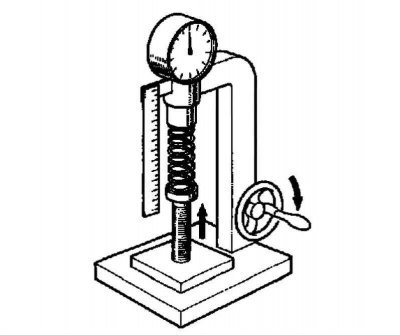
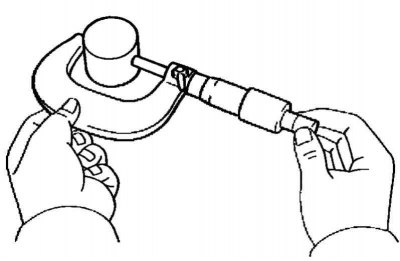
Pic. 2.235. Measuring the valve spring force
On a special stand, measure the compression force of the valve spring at nominal length (pic. 2.235).
- Force at nominal length: 158.6 - 175.4 N at 33.6 mm.
- Maximum working force: 335.3 - 370.7 N at 24.1 mm.
If the force at the nominal length does not correspond to the prescribed value, the valve spring must be replaced.
Checking valves
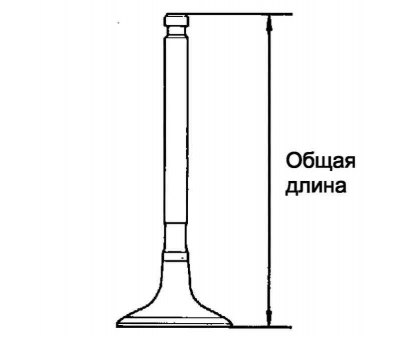
Pic. 2.236. Overall valve length
Using a caliper, measure the overall length of the valve (pic. 2.236).
Nominal valve overall length
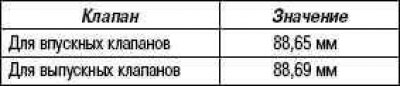
Minimum allowable overall valve length
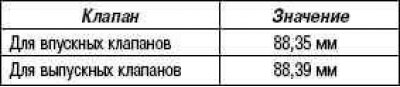
If the total length of the valve is less than the minimum allowable value, the valve must be replaced.
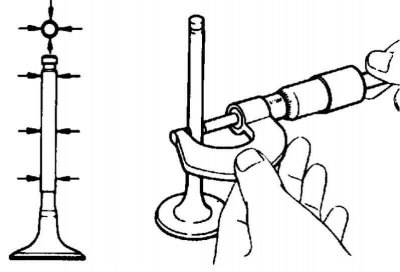
Pic. 2.237. Valve Stem Diameter Measurement
Measure the diameter of the valve stem with a micrometer (pic. 2.237).
Valve stem diameter
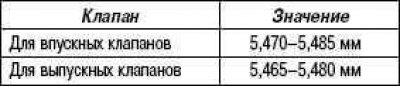
If the diameter is not correct, replace the valve.
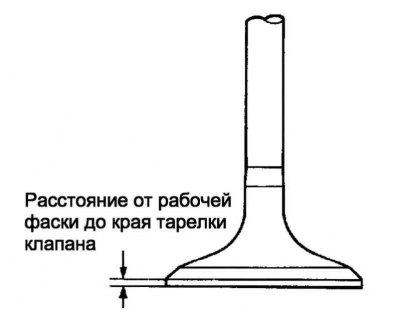
Pic. 2.238. Distance from the chamfer to the edge of the valve disc
Using a caliper, measure the distance from the working chamfer to the edge of the valve disc (pic. 2.238).
Nominal distance from the working chamfer to the edge of the valve disc: 1.0 mm.
The minimum allowable distance from the working chamfer to the valve disc: 0.7 mm.
If the distance is less than the minimum allowable value, the valve must be replaced.
Checking the oil clearance of the valve stem in the guide bush
Pic. 2.239. Measuring the inner diameter of the valve guide
Measure the inside diameter of the valve guide with a bore gauge (pic. 2.239).
Sleeve inner diameter: 5.510–5.530 mm.
If the diameter is not correct, replace the valve guide.
Subtract the measured valve stem diameter from the inside diameter of the valve guide.
Rated oil clearance
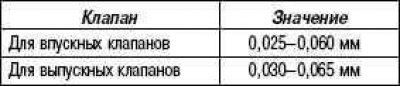
Maximum allowable oil clearance
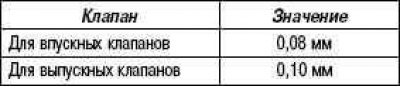
If the oil clearance exceeds the maximum allowable value, replace the valve and valve guide.
Valve Guide Replacement
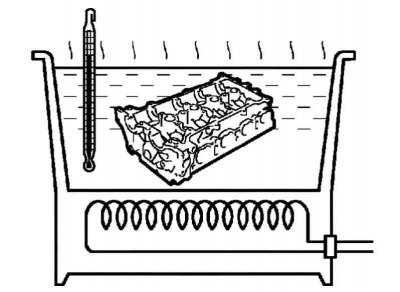
Pic. 2.240. Heating of the cylinder head in a special box
Heat up the cylinder head to a temperature of 80-100°C (pic. 2.240).
Install the cylinder head on wooden blocks.
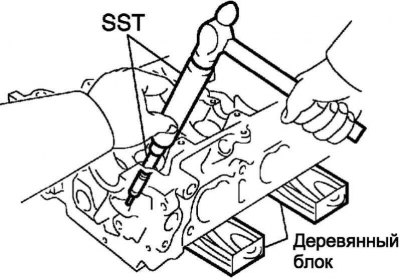
Pic. 2.241. Removing the valve guide
Use an SST tool to drive out the valve guide (pic. 2.241).
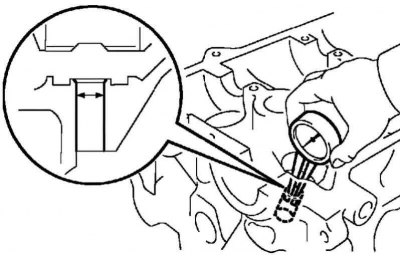
Pic. 2.242. Measuring the diameter of the valve guide seat in the cylinder head
Using a bore gauge, measure the diameter of the valve guide seat in the cylinder head (pic. 2.242).
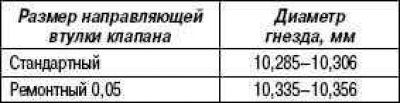
- Diameter: 10.285–10.306 mm.
If the diameter of the bushing seat in the cylinder head is greater than 10.306 mm, bore the seat to a diameter of 10.335–10.356 mm to install an oversized valve guide.
Heat up the cylinder head again to a temperature of 80-100°C.
Install the cylinder head on wooden blocks.
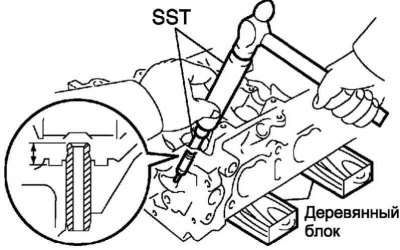
Pic. 2.243. Pressing in a new valve guide
Using the SST tool, press in the new valve guide to its nominal protrusion (pic. 2.243).
- Protrusion height: 8.7-9.1 mm.
Pic. 2.244. Valve guide bore
With a 5.5 mm reamer, bore the valve guide to a size that provides the nominal clearance between the valve guide and the valve stem (pic. 2.244).
Rated oil clearance
Pressing in the guide pin
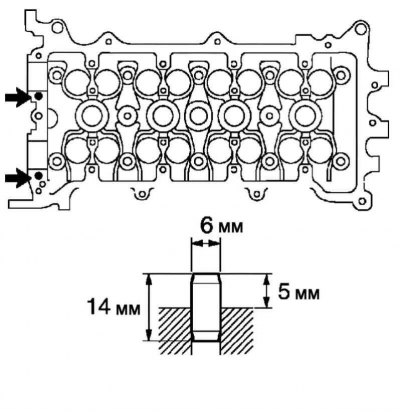
Pic. 2.245. Scheme of pressing the guide pin
Use a plastic hammer to drive in the 2 guide pins (pic. 2.245).
- Nominal protrusion: 5 mm.
Installation of fittings
Pic. 2.246. Distance marked with paint
Mark the prescribed position of the fittings with paint (pic. 2.246).
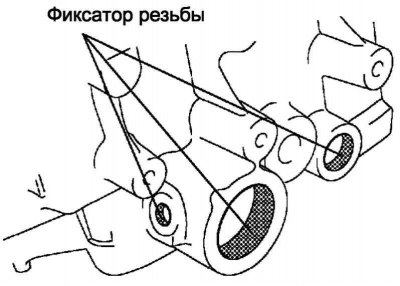
Pic. 2.247. Lubrication points
Lubricate the bores for fittings in the cylinder head with fixing grease (pic. 2.247).
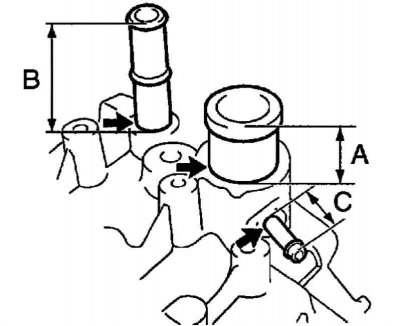
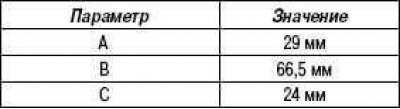
Pic. 2.248. Fitting depth
Press in new fittings so that the mark is located at the level of the surface of the cylinder head (pic. 2.248).
Rated performance
Note. Press the fittings within 3 minutes after applying the fixing lubricant.
Fill in the coolant no earlier than one hour after installing the fittings.
Stud installation
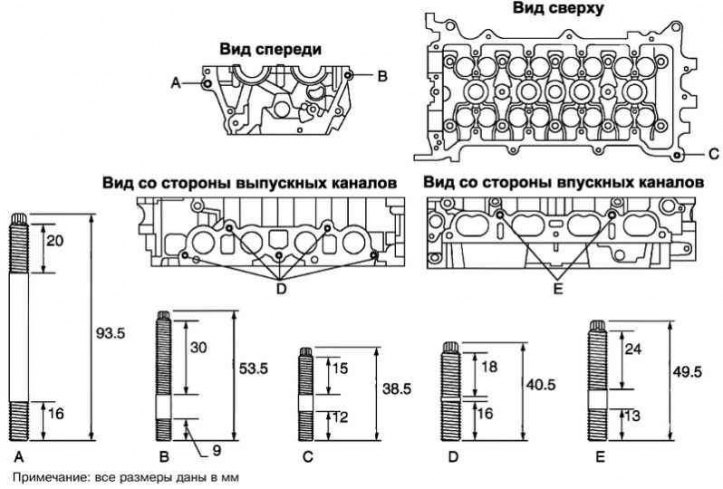
Pic. 2.249. Stud installation scheme
Using socket wrenches TORX E5 and E7 wrap 11 studs (pic. 2.249).
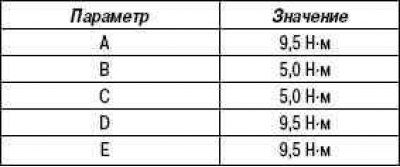
Torque
Installing valve spring washers
Pic. 2.250. Installing the valve spring washer
Install 8 valve spring washers into the cylinder head cover (pic. 2.250).
Installing valve stem seals
Lubricate the valve stem seals with engine oil.
Note. Be careful not to mix up the intake and exhaust valve stem seals. Improper installation of valve stem seals may cause a malfunction.

Pic. 2.251. Color coding of valve stem seals
Inlet valve stem seals painted grey, exhaust valve stem seals painted black (pic. 2.251).
Using SST, install new valve stem seals by hand.
Valve installation
Install all valves in the cylinder head according to the procedure described.
Install the cylinder head on wooden blocks.
Install the valves, internal valve springs and spring plates into the cylinder head.

Pic. 2.252. Dryer installation
Using SST, compress the spring and install 2 valve spring cotters on the valve stem.
With a barb 5 and a hammer, lightly hit the upper end of the valve stem so that the crackers take the correct position.
Note. Be careful not to damage the end of the valve stem.
Valve lifter installation
Lubricate 16 valve lifters with engine oil.
Pic. 2.253. Pusher installation
Install 16 valve lifters in the cylinder head (pic. 2.253).
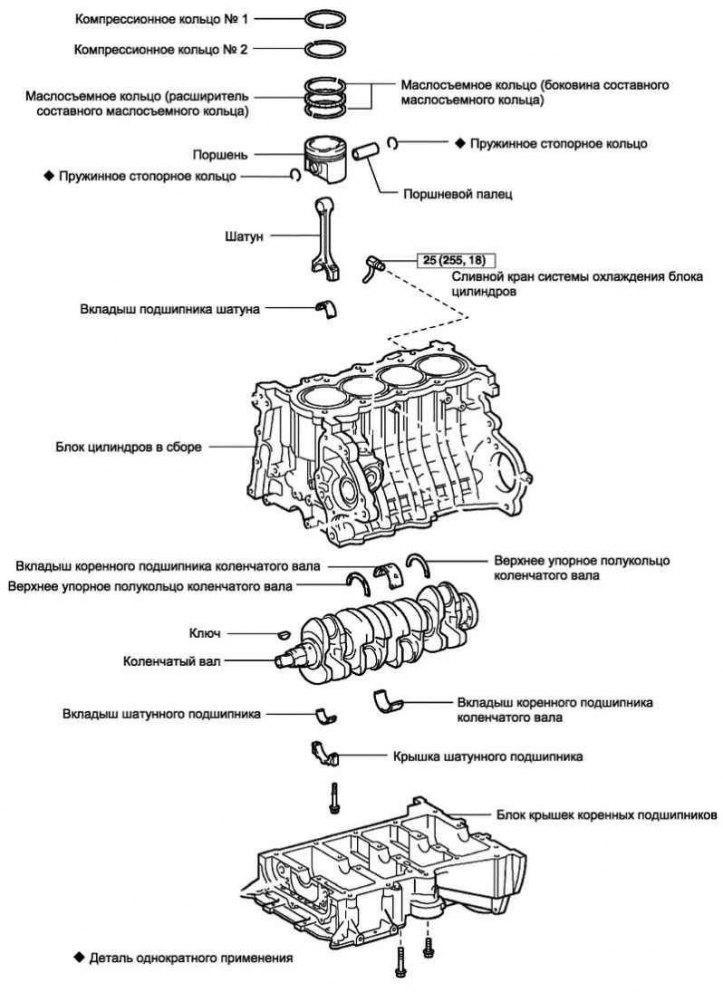
Pic. 2.254. Cylinder Block Components
Installing the conical screw plug #2
Using socket 10, screw in the conical screw plug with a new gasket.
- Tightening torque: 44 Nm.
Bulkhead of the block of cylinders.
Removing the coolant drain cock assembly
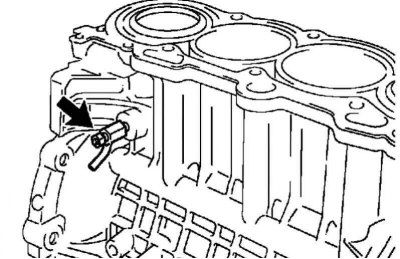
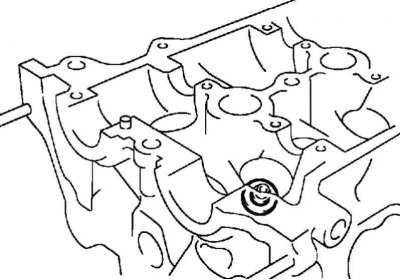
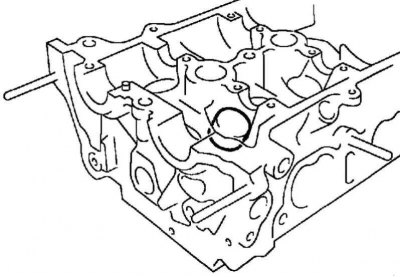
Pic. 2.255. Coolant drain valve
Turn out from the block of cylinders the crane for drain of a cooling liquid in gathering (pic. 2.255).
Checking the axial clearance of the connecting rod
Rotate the crankshaft and set the #1 cylinder piston to TDC on the compression stroke.
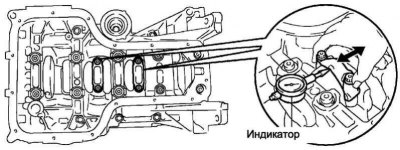
Pic. 2.256. Checking the axial clearance of the connecting rod of cylinders No. 2 and No. 3
Moving the connecting rod back and forth, use an indicator to measure the axial clearance in the connecting rods of cylinders No. 2 and No. 3 (pic. 2.256).
- Rated axial clearance: 0.160 - 0.342 mm.
- Maximum allowable axial clearance: 0.342 mm.
If the axial clearance exceeds the maximum allowable value, replace the connecting rod.
If necessary, replace the crankshaft.
Rotate the crankshaft and set the #2 cylinder piston to TDC on the compression stroke.
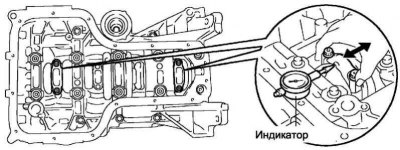
Pic. 2.257. Checking the axial clearance of the connecting rod of cylinders No. 1 and No. 4
Moving the connecting rod back and forth, use an indicator to measure the axial clearance in the connecting rods of cylinders No. 1 and No. 4 (pic. 2.257).
- Rated axial clearance: 0.160 - 0.342 mm.
- Maximum allowable axial clearance: 0.342 mm.
If the axial clearance exceeds the maximum allowable value, replace the connecting rod.
If necessary, replace the crankshaft.
Connecting rod oil clearance check
Rotate the crankshaft and set the #1 cylinder piston to TDC on the compression stroke.
Measure the oil clearance in the connecting rods of cylinders #2 and #3.
Note. Do not turn the crankshaft during the measurement.
Paint the connecting rods and bearing caps with the respective cylinder numbers.
Pic. 2.258. color labels
The marks on the connecting rods and on the bearing caps are necessary for proper assembly (pic. 2.258).
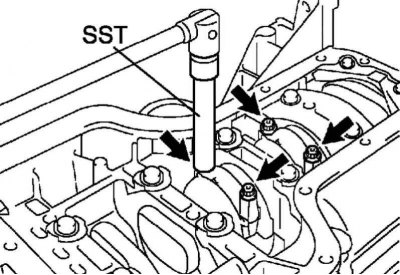
Pic. 2.259. Removing the connecting rod cap bolts
Using SST, remove the 4 mounting bolts and remove the 2 connecting rod caps (pic. 2.259).
Clean all connecting rod journals and connecting rod bearing shells.
Check for pits or scratches on the crankpins and bearing shells.

Pic. 2.260. Plastic caliber stacking
Lay a crumpled plastic gauge along the crankpin (pic. 2.260).
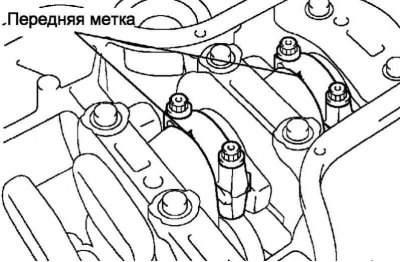
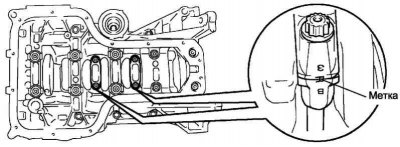
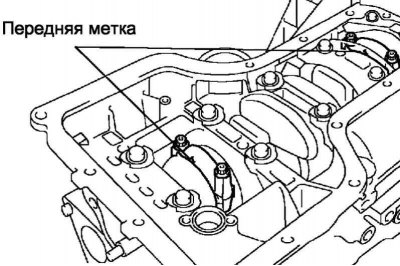
Pic. 2.261. Marks on connecting rod bearing caps
Make sure the tabs on the connecting rod bearing caps are in the correct direction (pic. 2.261).
Apply a light coat of engine oil to the threads and under the connecting rod cap bolt heads.
Using SST, tighten the bolts in several steps to the prescribed torque.
- Tightening torque: 20 Nm.
Mark the front side of each of the connecting rod cap bolts with paint.
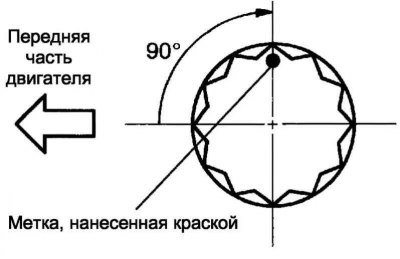
Pic. 2.262. Cover bolt turning angle
Tighten the cover fastening bolts by 90°, as shown in Figure 2.262.
Make sure the crankshaft rotates smoothly.
Using SST, remove 4 bolts and 2 connecting rod caps.
Measure the collapsible plastic gauges at their widest point.
- Nominal oil clearance: 0.028–0.060 mm.
- Maximum allowable oil clearance: 0.080 mm.
Note. Completely remove the collapsible plastic gauges after measurement.
Note. If the oil clearance exceeds the maximum allowable value, replace the connecting rod bearing shell.
Note. If necessary, grind or replace the crankshaft.
Note. The TAIHO marking is applied either on the side of the protrusion or on the opposite side.
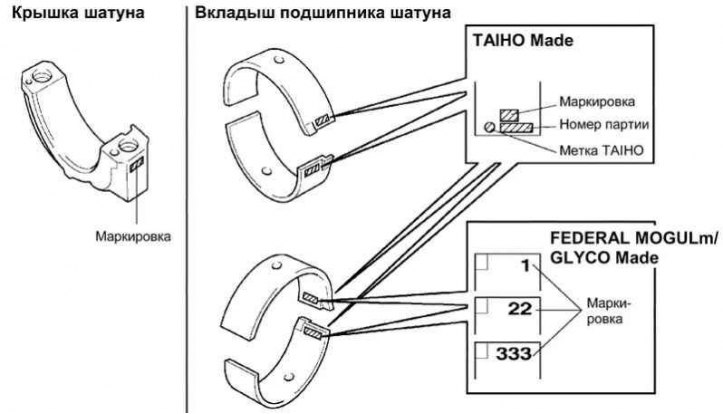
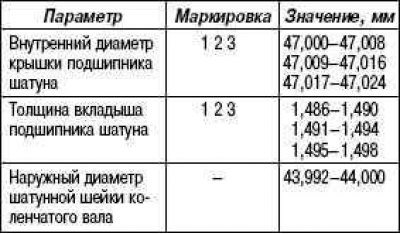
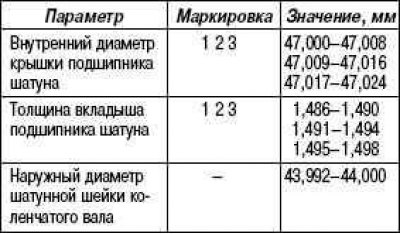
Pic. 2.263. Markings and labels on the caps of the connecting rods and on the shells of the bearings of the connecting rods
When replacing the bearing shell, select the number stamped on the connecting rod. Bearing shells are supplied in 3 standard size classes marked with numbers accordingly «1», «2» and «3» (pic. 2.263).
Rotate the crankshaft and set the #2 cylinder piston to TDC on the compression stroke.
Measure the oil clearance in the connecting rods of cylinders No. 1 and No. 4 (see fig. 2.258).
Note. Do not turn the crankshaft during the measurement.
Paint the connecting rods and bearing caps with the respective cylinder numbers.
Note. The marks on the connecting rods and on the bearing caps are necessary for proper assembly.
Using SST, remove 4 bolts and 2 connecting rod caps.
Clean all connecting rod journals and connecting rod bearing shells.
Check for pits or scratches on the crankpins and bearing shells.

Pic. 2.264. Plastic caliber stacking
Lay a crumpled plastic gauge along the crankpin (pic. 2.264).
Pic. 2.265. Front marks on connecting rod bearing caps
Make sure the front marks on the connecting rod bearing caps are correctly positioned (pic. 2.265).
Apply a light coat of engine oil to the threads and under the connecting rod cap bolt heads.
Using SST 09205-16010, tighten the bolts in several steps to the prescribed torque.
- Tightening torque: 20 Nm.
Mark the front side of each of the connecting rod cap bolts with paint.
Tighten the cover fastening bolts by 90°, as shown in Figure 2.262.
Make sure the crankshaft rotates smoothly.
Using SST, remove 4 bolts and 2 connecting rod caps.
Measure the collapsible plastic gauges at their widest point.
- Nominal oil clearance: 0.028–0.060 mm.
- Maximum allowable oil clearance: 0.080 mm.
Note. Completely remove the collapsible plastic gauges after measurement.
Note. If the oil clearance exceeds the maximum allowable value, replace the connecting rod bearing shell.
Note. If necessary, grind the neck or replace the crankshaft.
Note. The TAIHO marking is applied either on the side of the protrusion or on the opposite side.
Note. When replacing the bearing shell, select the number stamped on the connecting rod. Bearing shells are supplied in 3 standard size classes marked with numbers accordingly «1», «2» and «3».
Removal of rods in gathering
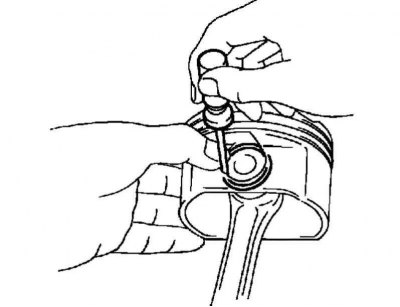
Pic. 2.266. Removal of deposits from the top of the cylinder
Remove carbon from the top of the cylinder with a reamer (pic. 2.266).
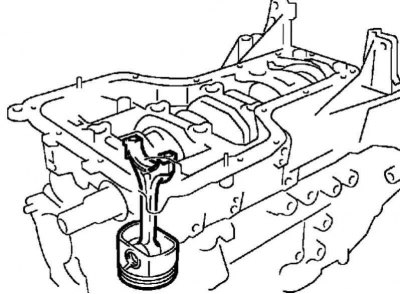
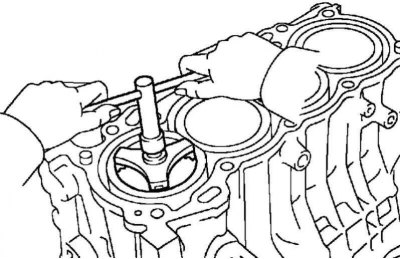
Pic. 2.267. Piston push
Push the piston, complete with connecting rod and upper bearing shell, up and out of the cylinder (pic. 2.267).
Note. The connecting rod bearing shells, connecting rod and connecting rod cap are one set, so they should be put together.
Note. When disassembling, the pistons and connecting rods should be folded so that they can be installed in the same places during subsequent assembly.
Removing the connecting rod bearing shells
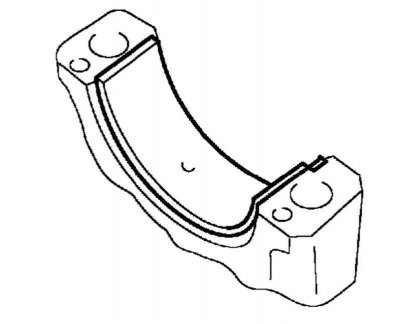
Pic. 2.268. Connecting rod bearing lower shell
Remove the lower connecting rod bearing from the cover (pic. 2.268).
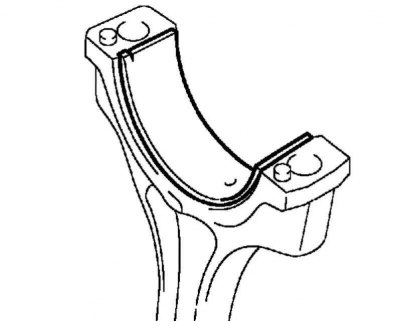
Pic. 2.269. Upper connecting rod bearing
Remove the upper connecting rod bearing from the connecting rod (pic. 2.269).
Removing piston rings
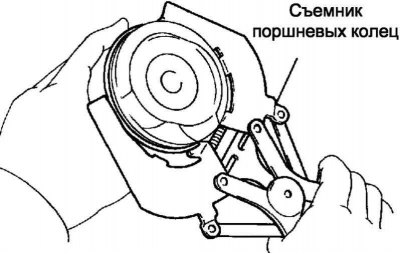
Pic. 2.270. Removing compression rings
Using a piston ring plier, remove the 2 compression rings (pic. 2.270).
Remove the 2 sidewalls of the compound oil scraper ring with your hands.
Removing the piston assembly with the piston pin
Pic. 2.271. Removing retaining rings
Use a small screwdriver to remove the 2 circlips (pic. 2.271).
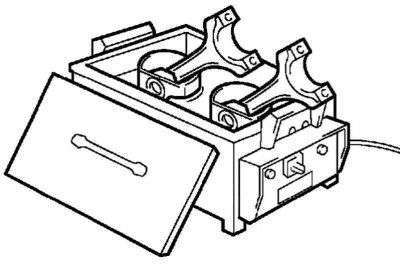
Pic. 2.272. Heating of pistons in a special block
Heat the pistons to a temperature of 80-90°C (pic. 2.272).
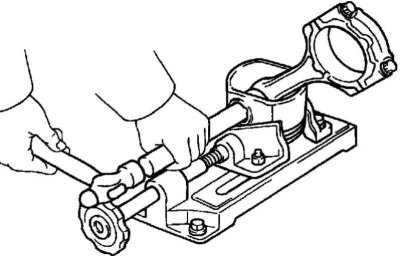
Pic. 2.273. Piston pin knockout
Using a plastic hammer and a brass rod, carefully knock out the piston pin and remove the connecting rod (pic. 2.273).
Note. Piston pins are selected according to the size of the hole in the piston.
Note. Lay out the pistons, pins, circlips, connecting rods and connecting rod bearing shells in such an order that they are installed in their original places during subsequent assembly.
Removing the crankshaft
Pic. 2.274. Bolts of fastening of covers of radical bearings
Remove 10 mounting bolts from the main bearing cap block (pic. 2.274).
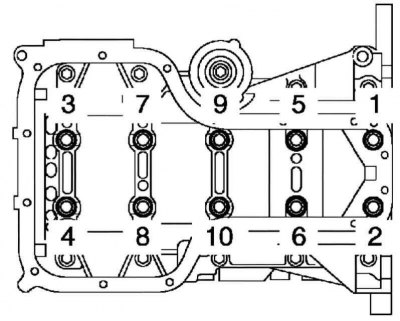
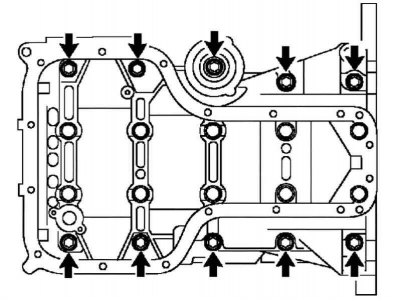
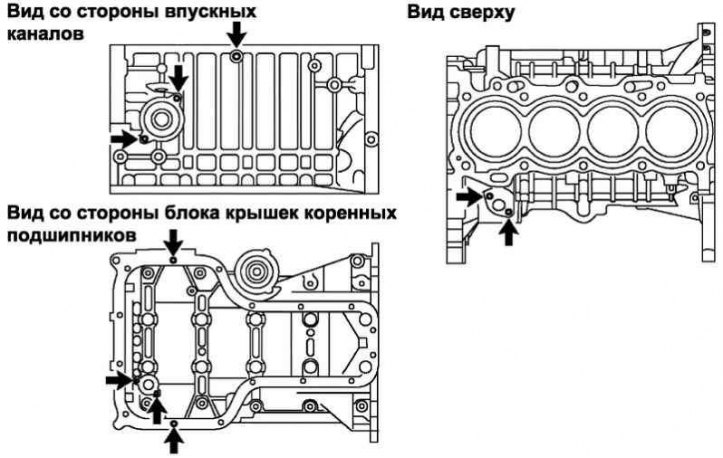
Pic. 2.275. The procedure for unscrewing the bolts of the main bearing caps
In several steps, evenly, loosen and unscrew 10 bolts of the block bearing caps in the sequence shown in Figure 2.275.

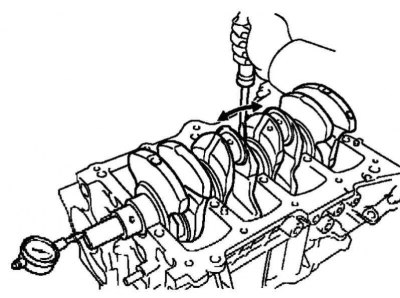
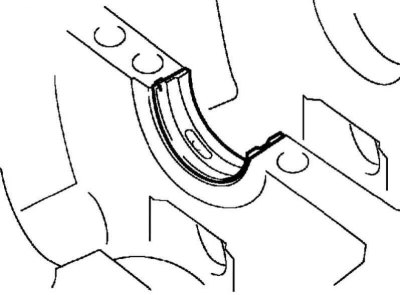
Pic. 2.276. Removing the main bearing cap block
Using a screwdriver at the indicated points between the cylinder block and the main bearing cap block, separate the main bearing cap block (pic. 2.276).
Note. Be careful not to damage the mating surfaces of the cylinder block and main bearing cap assembly.
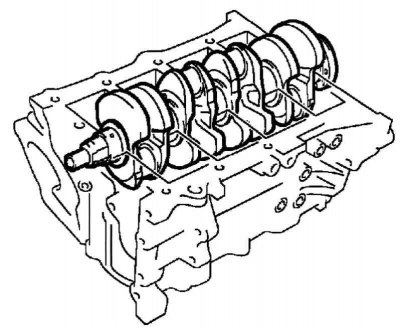
Pic. 2.277. Removing the crankshaft from the cylinder block
Remove the crankshaft from the cylinder block (pic. 2.277).
Checking the axial clearance of the crankshaft
Pic. 2.278. Removing the axial clearance of the crankshaft
Using a screwdriver, shifting the crankshaft in the axial direction, measure the axial clearance with a dial indicator (pic. 2.278).
- Rated axial clearance: 0.04 - 0.24 mm.
- Maximum allowable axial clearance: 0.30 mm.
If the axial clearance exceeds the maximum allowable value, measure the thickness of the thrust half rings.
If the thickness of the thrust half ring is not within specification, replace the thrust half ring.
Note. Thrust half ring nominal thickness: 2.430–2.480 mm.
Removing the upper thrust half rings of the crankshaft
Pic. 2.279. Thrust half rings
Remove 2 thrust half rings from the cylinder block (pic. 2.279).
Removing the main bearing shells
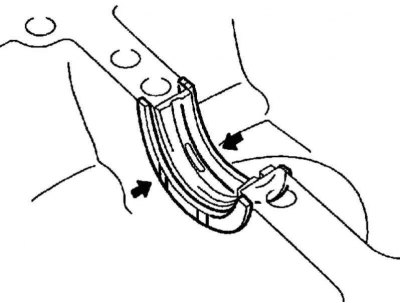
Pic. 2.280. main bearing shell
Remove 5 main bearing shells from the cylinder block (pic. 2.280).
Note. Lay out the main bearing shells and thrust washers in an order that allows them to be installed in their original places during assembly.
Stud turning out
Pic. 2.281. Location of cylinder block studs
Using socket wrenches TORX E5 and E7, remove 9 studs (pic. 2.281).