
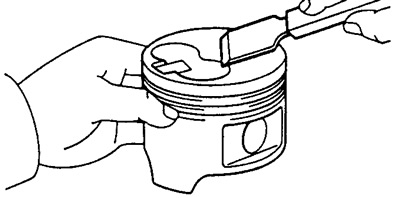
а) Выкарыстоўваючы шабер, выдаліце нагар з дна поршня.
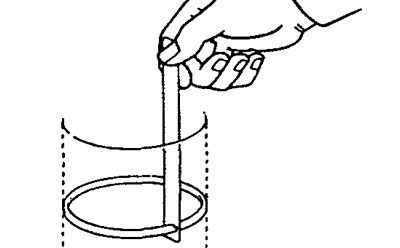
б) Выкарыстоўваючы зламанае кольца, ачысціце канаўкі поршневых кольцаў.

в) Выкарыстоўваючы растваральнік і мяккую шчотку, старанна ачысціце поршань.
Папярэджанне: Не выкарыстоўвайце драцяную (металічную) шчотку.

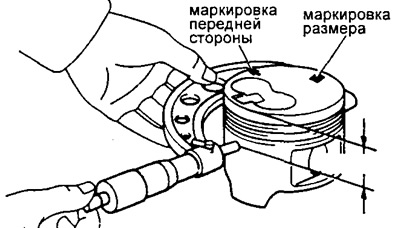
2. Праверце дыяметр поршня і зазор паміж поршнем і цыліндрам.
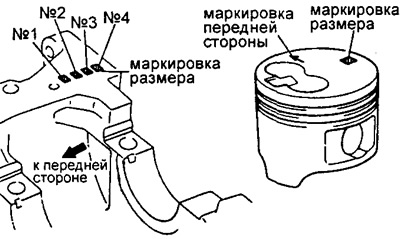
Заўвага: Існуе тры намінальных памеру поршняў па дыяметры, якія маюць маркіроўку "1", "2" і "3" адпаведна. Маркіроўка наносіцца таўраваннем на дно поршня.
а) Выкарыстоўваючы мікраметр, вымерайце дыяметр поршня пад прамым кутом да восі пальца на адлегласці 58 мм - для рухавікоў 2L і 56 мм - для рухавікоў 3L ад дна поршня.
Намінальны дыяметр поршня:
Рухавікі 2L
- маркіроўка "1" - 91,94 - 91,95 мм
- маркіроўка "2" - 91,95 - 91,96 мм
- маркіроўка "3" - 91,96 - 91,97 мм
Рухавік 3L
- маркіроўка "1" - 95,94 - 95,95 мм
- маркіроўка "2" - 95,95 - 95,96 мм
- маркіроўка "3" - 95,96 - 95,97 мм
Рамонтны, павялічаны на 0,50 мм:
- Рухавікі 2L - 92,44 - 91,47 мм
- Рухавік 3L - 96,44 - 96,47 мм
б) Вымерайце дыяметр цыліндру ў папярочным напрамку (гл. Вышэй)
в) Адніміце рэзультат вымярэння дыяметра поршня з рэзультату вымярэння дыяметра цыліндра.
- Намінальны зазор - 0,05-0,07 мм
- Максімальны зазор - 0,14 мм
Калі значэнне зазору перавышае максімальна дапушчальнае значэнне, то заменіце чатыры поршні і змарнуеце ўсе чатыры цыліндру. Калі неабходна, заменіце блок цыліндраў.
Нататка: Пры ўсталёўцы намінальнага поршня гэты поршань павінен мець той жа маркіровачны нумар, што і маркіровачны нумар намінальнага дыяметра на блоку цыліндраў.
3. Праверце зазор паміж кольцам і канаўкай поршня з дапамогай маца.
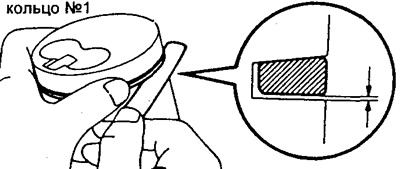 |  |
Зазоры:
- Кальцо № 1 - 0,028 - 0,077 мм
- Кальцо №2 — 0,060 -0,105 мм
- Кальцо №2 — 0,070 - 0,115 мм
- Маслаздымнае - 0,030 - 0,070 мм
- Максімальны зазор - 0,20 мм
Калі зазор больш дапушчальнага, заменіце поршань.
4. Праверце зазор у замку поршневага кольца.
а) Устанавіце кольца ў цыліндр.
б) Выкарыстоўваючы поршань, праштурхніце поршневае кольца на глыбіню 140 мм ад плоскасці раздыма блока цыліндраў.
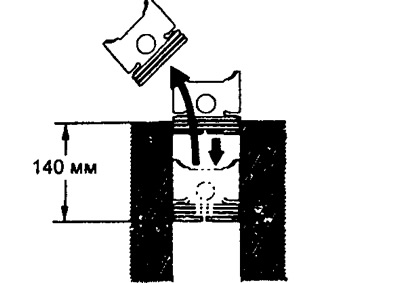
в) Выкарыстоўваючы мац, вымерайце зазор у замку кольца.
Намінальны зазор у замку:
- кальца № 1 - 0,35-0,65 мм
- кольцы №2 - 0,30 - 0,60 мм
- маслаздымнага - 0,20-0,50 мм
Максімальны зазор:
- кольцы № 1 - 1,50 мм
- кольцы № 2 - 1,40 мм
- маслосъемного - 1,40
Калі зазор у замку кольца перавышае максімальна дапушчальнае значэнне, то заменіце поршневае кольца.
Калі гэты зазор перавышае максімальна дапушчальную велічыню і пасля ўсталёўкі новага кольца, то змарнуеце ўсе чатыры цыліндру або заменіце блок цыліндраў.
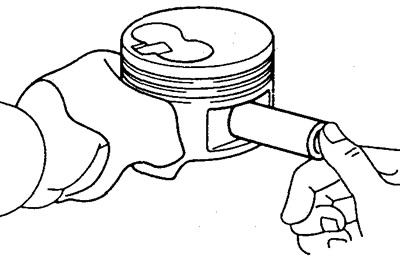
5. Праверце пасадку поршневага пальца: пры тэмпературы поршня 60°С палец павінен уваходзіць у поршань ад рукі.
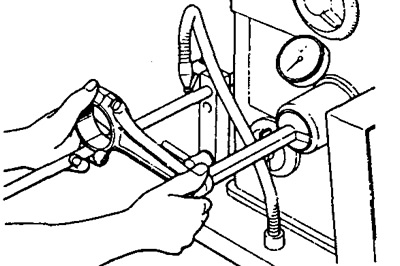
6. Праверце стан шатуна.
А. Выкарыстоўваючы прынаду для праверкі шатуноў, праверце шатуны на выгіб і скрут.
Максімальны выгін 0,05 мм на 100 мм даўжыні.
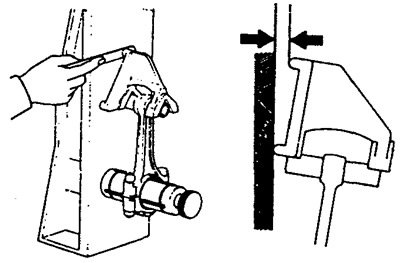
Максімальнае скручванне 0,15 мм на 100 мм даўжыні.
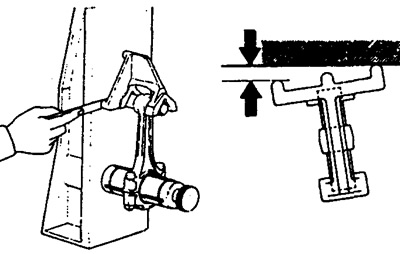
Калі выгін ці скручванне перавышае максімальна дапушчальнае значэнне, то заменіце шатун.
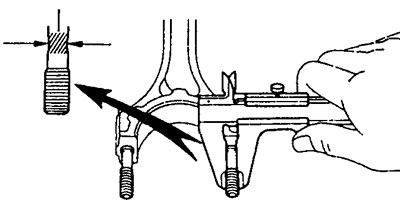
Б. Выкарыстоўваючы штангенцыркуль, вымерайце дыяметр ніта.
- Намінальны дыяметр - 8,40 - 8,60 мм
- Мінімальны дыяметр - 8,20 мм
Калі дыяметр менш мінімальна дапушчальнага значэння, то заменіце ніт шатуна.
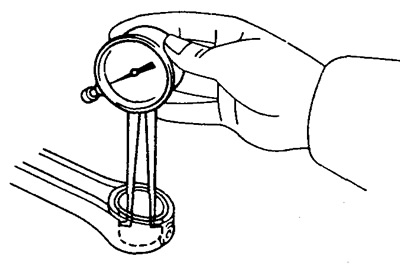
В. Праверце зазор спалучэння поршневай палец - верхняя галоўка шатуна.
а) Выкарыстоўваючы стрелочный індыкатар, вымерайце ўнутраны дыяметр утулкі шатуна.
Унутраны дыяметр утулкі:
- Рухавік 2L - 27,008 - 27,020 мм
- Рухавік 3L - 29,008 - 29,020 мм
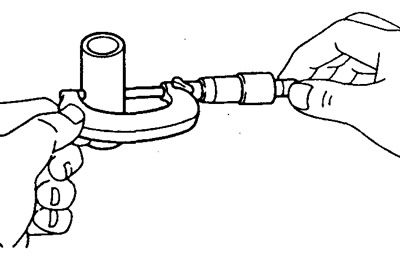
б) Выкарыстоўваючы мікраметр, вымерайце дыяметр поршневага пальца.
Дыяметр поршневага пальца:
- Рухавік 2L - 27,000 - 27,012 мм
- Рухавік 3L - 29,000 -29,012 мм
в) Адніміце вынік вымярэння дыяметра поршневага пальца з выніку вымярэння ўнутранага дыяметра ўтулкі.
- Намінальны зазор - 0,004 -0,012 мм
- Максімальны зазор - 0,05 мм
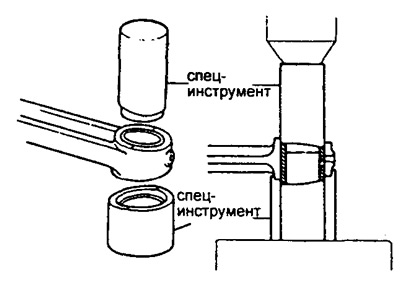
7. Калі неабходна, заменіце ўтулкі бадзягаў.
А. Выміце ўтулкі бадзягаў. Выкарыстоўваючы прынаду і прэс, выпрасуйце ўтулку.
Б. Усталюйце новыя ўтулкі бадзягаў.
а) Выкарыстоўваючы круглы напільнік, лёгкімі рухамі спілуеце любыя шурпатасці верхняй галоўкі шатуна.
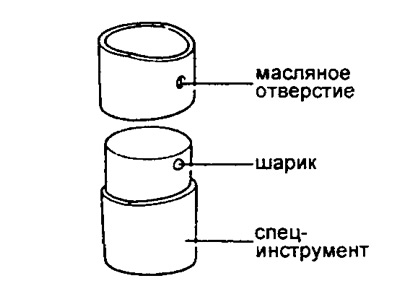
б) Усталюйце ўтулку на прынаду такім чынам, каб шарык прынады ўвайшоў у адтуліну ўтулкі.
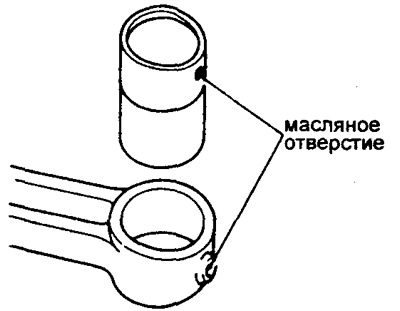
в) Сумясціце змазачныя адтуліны ўтулкі і шатуна.
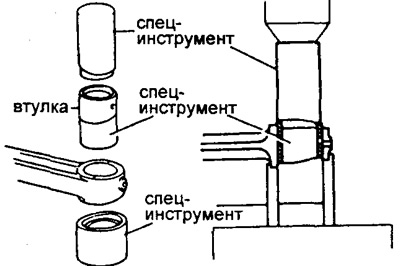
г) Выкарыстоўваючы прынаду і прэс, запрасуйце ўтулку.
д) Выкарыстоўваючы прыладу для шліфоўкі адтулін пад поршневыя пальцы, отхонингуйте ўтулку да дасягнення намінальнага зазору паміж утулкай і поршневым пальцам (гл. вышэй).
е) Праверце пасадку поршневага пальца пры пакаёвай тэмпературы. Пакрыйце поршневай палец маторным маслам, затым вялікім пальцам упіхніце яго ва ўтулку верхняй галоўкі шатуна.
