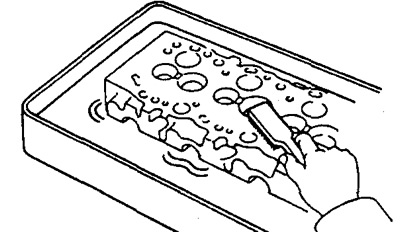
а) Пракручваючы каленчаты вал, выведзіце паслядоўна кожны поршань у ВМТ. Выкарыстоўваючы шабер, выдаліце нагар з дна кожнага поршня.
б) Зніміце ўвесь матэрыял пракладкі з прывалачнай плоскасці блока цыліндраў.
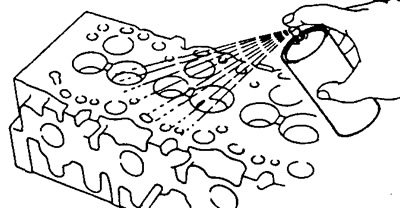
в) Сціснутым паветрам выдаліце рэшткі пракладкі, маслы і воды з паверхняў і з адтулін блока.
Папярэджанне: Пры гэтай аперацыі выкарыстоўвайце ахоўныя акуляры.
2. Выкарыстоўваючы шабер, выдаліце ўвесь матэрыял пракладкі з кантактнай плоскасці калектара і галоўкі блока цыліндраў.
Папярэджанне: Неабходна выконваць аперацыю асцярожна, каб не падрапаць паверхні.
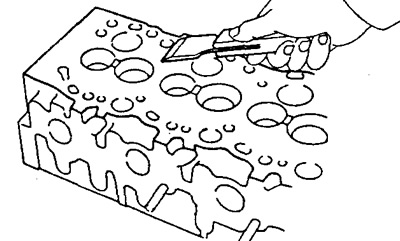
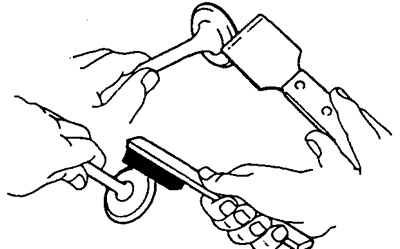
3. Выкарыстоўваючы драцяную шчотку, выдаліце ўвесь нагар з камер згарання.
Папярэджанне: Неабходна выконваць аперацыю асцярожна, каб не падрапаць прывалачную плоскасць.
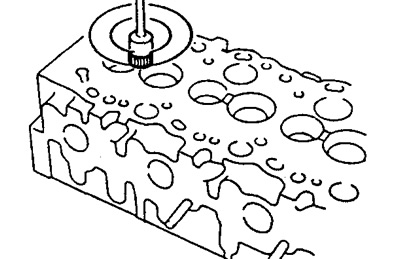
4. Выкарыстоўваючы шчотку для накіравальных утулак клапанаў і растваральнік, ачысціце ўсе накіравальныя ўтулкі.
5. Дбайна ачысціце галоўку блока цыліндраў выкарыстоўваючы мяккую шчотку і растваральнік.
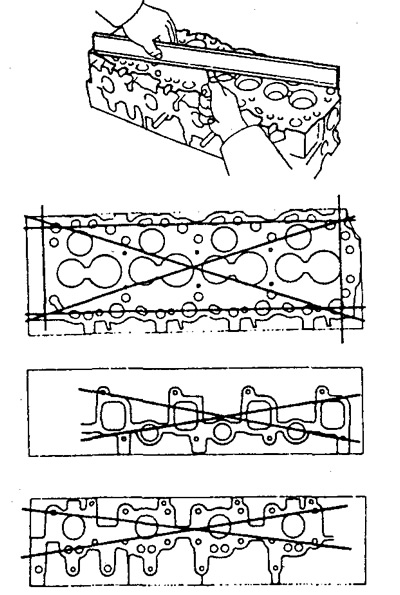
6. Праверце коробление прывапачных паверхняў галоўкі блока цыліндраў, выкарыстоўваючы прэцызійную лінейку і мац.
- Максімальна дапушчальная няплоскаснасць - 0,20 мм
7. Выкарыстоўваючы пранікальны фарбавальнік, праверце камеры згарання, впускные і выпускныя адтуліны, верхнюю і ніжнюю паверхні галоўкі на наяўнасць расколін.
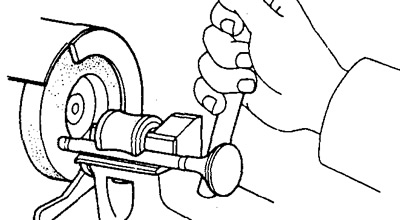
8. Ачысціце клапаны.
а) Выкарыстоўваючы шабер саскрабці з талеркі клапана наяўны нагар.
б) Выкарыстоўваючы драцяную шчотку, старанна ачысціце клапан.
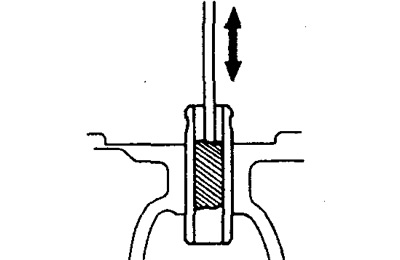
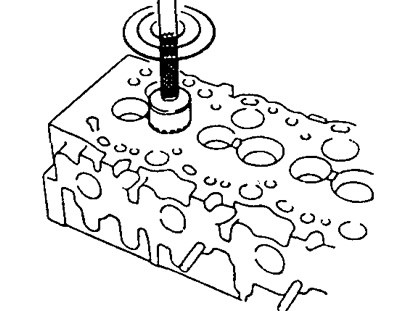
9. Праверце стан стрыжняў клапанаў і накіроўвалых утулак.
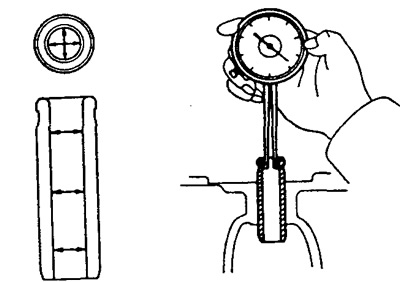
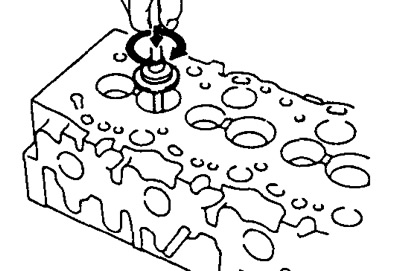
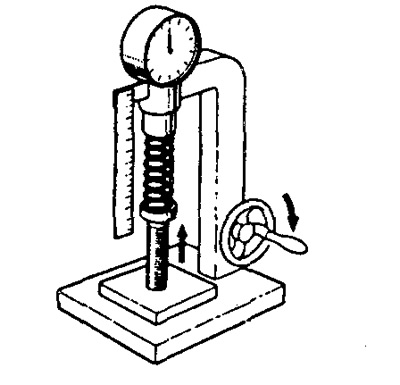
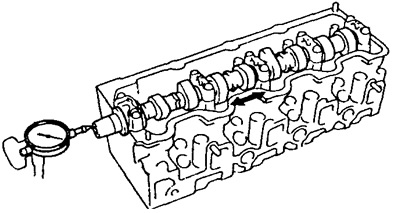
а) Індыкатарам-нутрамерам вымерайце ўнутраны дыяметр адтулін накіроўвалых утулак клапанаў, як паказана на малюнку.
- Унутраны дыяметр - 8,01- 8,03 мм
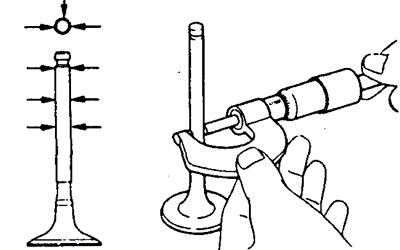
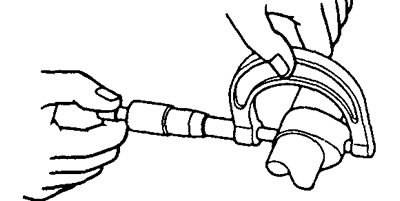
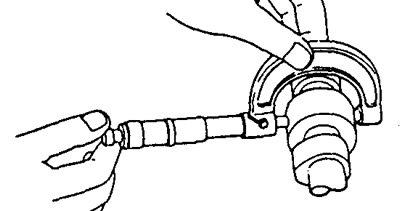
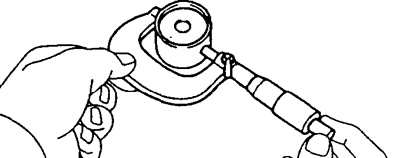
б) Выкарыстоўваючы мікраметр, вымерайце дыяметр стрыжня клапана.
Дыяметр стрыжня клапана:
- Впускны - 7,975-7,990 мм
- Выпускны - 7,960-7,975 мм
в) Адніміце з велічыні вымеранага дыяметра адтуліны накіроўвалай утулкі клапана велічыню дыяметра стрыжня клапана.
Намінальны зазор:
- Впускны клапан - 0,020- 0,055мм
- Выпускны клапан - 0,035- 0,070мм
Максімальна дапушчальны зазор:
- Впускны клапан - 0,08мм
- Выпускны клапан - 0,10 мм
Калі значэнне зазору перавышае максімальнае, то заменіце клапаны і накіроўвалую ўтулкі.
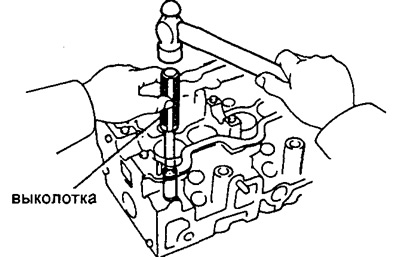
10. Калі неабходна, заменіце накіравальныя ўтулкі клапанаў.
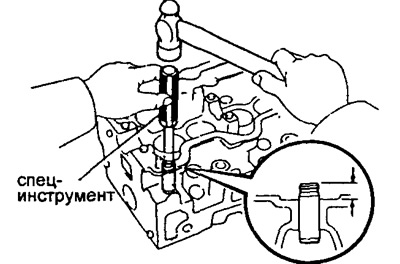
а) Выкарыстоўваючы выбівачку і малаток, выбіце накіроўвалыя ўтулкі.
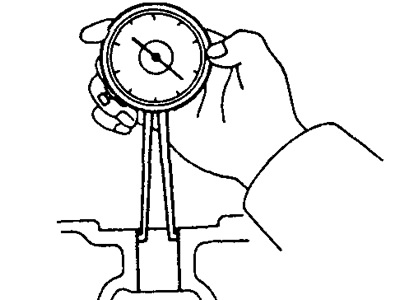
б) Індыкатарам-нутрамерам вымерайце адтуліну ў галоўцы блока пад накіроўвалую ўтулку.
в) Вылучыце новую накіроўвалую ўтулку (намінальнага або рамонтнага памеру).
Калі дыяметр адтуліны пад утулку ў галоўцы цыліндраў перавышае 13,025 мм, апрацуйце адтуліну пад рамонтны памер.
- Рамонтны памер: 13,054-13,075 мм
Калі дыяметр адтуліны пад утулку ў галоўцы цыліндраў перавышае 13,075 мм, то заменіце галоўку блока.
г) Выкарыстоўваючы спецінструмент і малаток, лёгкімі ўдарамі пасадзіце новую накіроўвалую ўтулку на месца. Пры гэтым утулка павінна выступаць з галоўкі цыліндраў на 10,8 -11,2 мм.
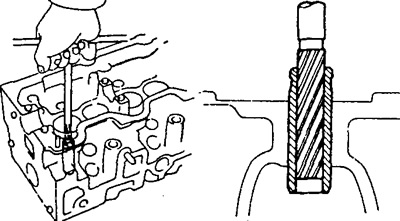
д) Разгорткай (08 мм), апрацуйце ўнутраны дыяметр накіроўвалай утулкі да атрымання намінальнага зазору паміж накіроўвалай утулкай і стрыжнем клапана.
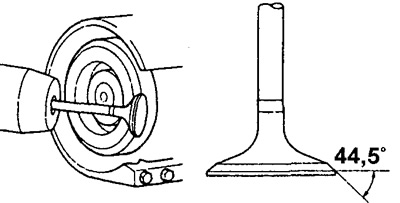
11. Праверка стану фасак клапанаў і іх аднаўленне.
а) Шліфоўка павінна быць дастатковай для выдалення паглыбленняў і нагару.
б) Праверце правільнасць вугла конусу клапана, атрыманага ў выніку шліфоўкі.
- Намінальны кут - 44,5°
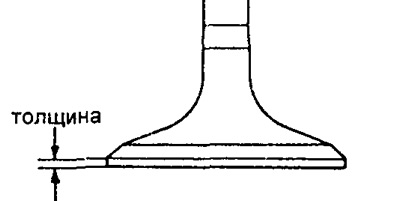
в) Праверце таўшчыню талеркі клапана.
Намінальная таўшчыня:
- Впускнога клапана - 1,6 мм
- Выпускнога клапана - 1,7 мм
Мінімальная таўшчыня:
- Впускнога клапана - 1,1 мм
- Выпускнога клапана - 1,2 мм
Калі таўшчыня талеркі ніжэй за мінімальнае дапушчальнае значэнне, то заменіце клапан.
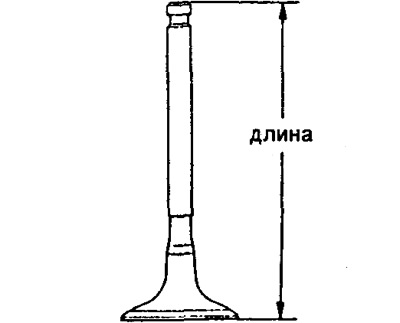
г) Праверце агульную даўжыню клапана. Намінальная даўжыня клапана:
- Впускнога - 103,29 -103,69 мм
- Выпускнога - 103,14 - 103,54 мм
Мінімальная даўжыня клапана:
- Впускнога - 102,79 мм
- Выпускнога - 102,64 мм
Калі даўжыня клапана меншая, то заменіце клапан.
д) Праверце тарэц клапана на знос. Пры наяўнасці слядоў зносу адшліфуйце тарэц або заменіце клапан.
Папярэджанне: Шліфоўка не павінна прыводзіць да памяншэння мінімальна дапушчальнай агульнай даўжыні клапана.
12. Праверце і ачысціце сядла клапанаў.
а) Фрэзай (45°) ачысціце сядла.
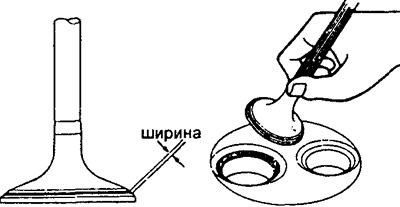
б) Праверце пасадку клапана. Вырабіце бялілы тонкім пластом на фаску клапана. Прыцісніце клапан да сядла. Клапан не круціць.
в) Праверце кантакт паміж фаскай клапана і сядлом:
- Калі адбітак фарбы размешчаны раўнамерна па ўсёй акружнасці працоўнай фаскі клапана, то вось клапана супадае з воссю сядла. Калі няма - заменіце клапан.
- Калі адбітак фарбы размешчаны раўнамерна па ўсёй акружнасці працоўнай фаскі сядла клапана, то вось накіроўвалай утулкі і сядлы супадаюць. Калі не, адфрэзыруйце сядло.
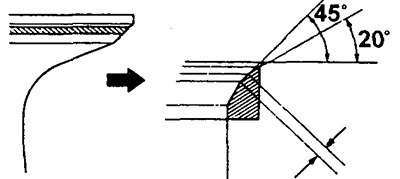
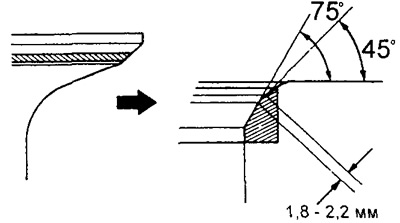
- Пераканайцеся, што пляма кантакту размешчана пасярэдзіне сядла клапана і мае шырыню 1,8 - 2,2 мм.
Калі шырыня плямы кантакту выходзіць за пазначаныя межы, адкарэктуйце яе наступным чынам:
Калі пляма кантакту размешчана занадта высока на сядле клапана, то з дапамогай 20°і 45°фрэз выпраўце сядло.
Калі пляма кантакту размешчана занізка на сядле клапана, выкарыстайце фрэзы (75°) і (45°).
г) Прытрыце клапан да сядла клапана притирочной пастай.
д) Пасля прыціркі прамыйце клапан і сядло клапана.
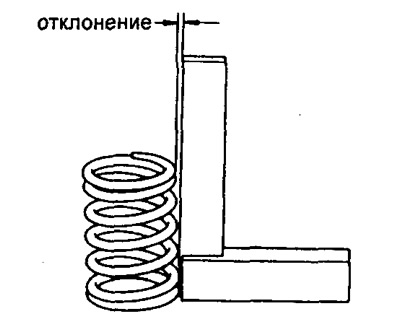
13. Праверце затамкавыя спружыны.
а) Выкарыстоўваючы прэцызійны вугольнік, вымерайце неперпендыкулярнасць затамкавай спружыны.
- Максімальнае адхіленне - 2 мм
Калі адхіленне больш дапушчальнага, заменіце затамкавую спружыну.
б) Штангенцыркулем вымерайце даўжыню спружыны ў свабодным стане:
Даўжыня спружыны:
- З жоўтай пазнакай - 46,20 мм
- З сіняй пазнакай - 49,14 мм
Калі даўжыня спружыны не адпавядае норме, заменіце спружыну.

в) Выкарыстоўваючы прыстасаванне для праверкі спружын, вымерайце дэфармацыю спружыны пры нагрузцы.
- Пры нагрузцы - 301 - 332 Н
- Даўжыня спружыны - 37,0 мм
Калі вынікі вымярэння не адпавядаюць норме, заменіце затамкавую спружыну.
14. Праверце размеркавальныя валы і іх падшыпнікі.
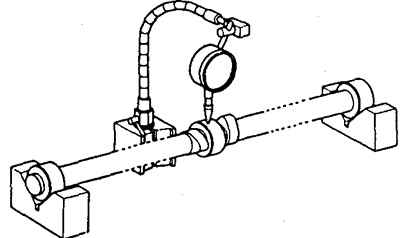
А. Праверце біццё распредвала:
а) Усталюйце распредвал на прызмы.
б) Стралачным індыкатарам вымерайце біццё распредвала па сярэдняй апорнай шыйцы.
- Максімальна дапушчальнае біццё - 0,10 мм
Калі біццё больш за норму, то заменіце распредвал.
Б. Праверце вышыню кулачкоў:
Намінальная вышыня кулачка:
Впускнога
- 2L - 53,45 - 53,47 мм
- 3L - 54,29 - 54,31 мм
Выпускнога - 54,99 - 55,01 мм
Мінімальная дапушчальная вышыня кулачка:
Впускнога
- 2L - 53,35 мм
- 3L - 53,79 мм
Выпускнога - 54,49 мм
Калі вышыня кулачкоў менш за мінімальна дапушчальную велічыню, то заменіце распредвал.
В. Праверце дыяметр апорных шыек распредвала, выкарыстоўваючы мікраметр.
Намінальны памер:
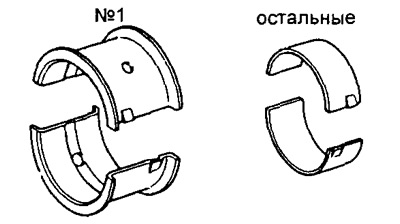
- Шыйка №1 - 34,969 - 34,985 мм
- Астатнія - 27,969 - 27,985 мм
Рамонтны памер №1:
- Шыйка №1 - 34,844 - 34,860 мм
- Астатнія - 27,844 - 27,860 мм
Рамонтны памер №2:
- Шыйка №1 - 34,719-34,735 мм
- Астатнія - 27,719 - 27,735 мм
Калі дыяметр апорнай шыйкі не адпавядае норме, вымерайце зазор паміж шыйкай распредвала і падшыпнікам.
Г. Праверце ўкладышы падшыпніка на выфарбоўванне і з'яўленне задиров. Калі ўкладышы пашкоджаны, то заменіце іх.
Д. Пракантралюйце велічыню алейнага зазору размеркавальнага вала.
а) Ачысціце вечкі падшыпнікаў і апорныя шыйкі распредвала.
б) Абкладзеце распредвал на апорныя паверхні галоўкі блока цыліндраў.
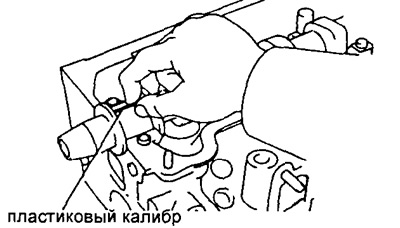
в) Пакладзіце пластыкавы калібр на кожную апорную шыйку распредвала.
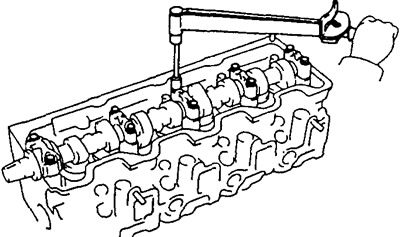
г) Усталюйце вечкі падшыпнікаў і зацягніце ніты мацавання
- Момант зацяжкі - 25 Нм
Рэкамендацыя: Не паварочвайце размеркавальны вал.
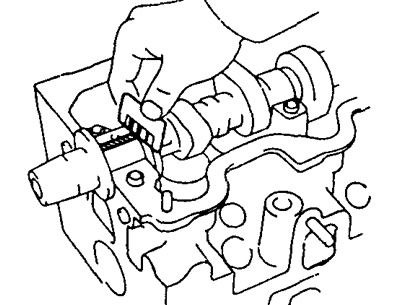
д) Зніміце вечкі падшыпнікаў.
е) Вымерайце шырыню калібраў і вызначыце зазор.
- Намінальны зазор - 0,022-0,074 мм
- Максімальны зазор - 0,10 мм
Калі алейны зазор перавышае максімальна дапушчальнае значэнне, то заменіце ўкладышы падшыпнікаў. Калі неабходна, адшліфуйце ці заменіце размеркавальны вал.
ж) Выдаліце рэшткі калібраў.
Е. Калі неабходна, адшліфуйце і отхонингуйте шыйкі размеркавальнага вала да рамонтнага памеру. Усталюеце новыя ўкладышы падшыпнікаў шыек (рамонтных памераў).
Ж. Праверце велічыню восевага зазору размеркавальнага вала.
а) Усталюйце размеркавальны вал на месца.
б) Стралачным індыкатарам, вымерайце восевы зазор, для чаго перамесціце размеркавальны вал назад і наперад.
- Намінальны восевы зазор - 0,080-0,280 мм
- Максімальны восевы зазор - 0,35 мм
Калі восевы зазор перавышае максімальна дапушчальнае значэнне, то заменіце ўкладыш падшыпніка № 1. Калі неабходна, заменіце размеркавальны вал.
15. Праверце стан штурхачоў клапанаў і адтулін пад штурхачы.
а) Мікраметрам вымерайце дыяметр штурхача.
- Дыяметр штурхача: 40,892 - 40,902 мм
б) Індыкатарам-нутрамерам вымерайце дыяметр адтуліны штурхача ў галоўцы блока цыліндраў.
- Дыяметр адтуліны: 40,960 - 40,980 мм
в) Адніміце вымераны дыяметр штурхача з вымеранага дыяметра адтуліны.
- Намінальны зазор - 0,058-0,088 мм
- Максімальны зазор - 0,10 мм
Калі велічыня зазору перавышае максімальную велічыню, заменіце штурхач. У выпадку неабходнасці, заменіце галоўку блока.
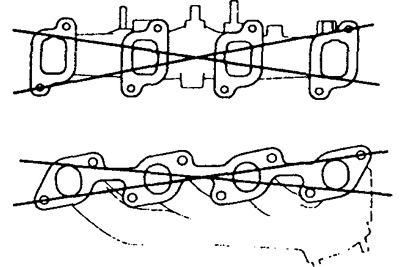
16. Праверце ўпускны і выпускны калектары. Прэцызійнай лінейкай і мацам вымерайце коробление кантактных плоскасцяў впускного і выпускнога калектараў.
- Максімальнае коробление - 0,4 мм
Калі коробление больш дапушчальнага, заменіце калектар.
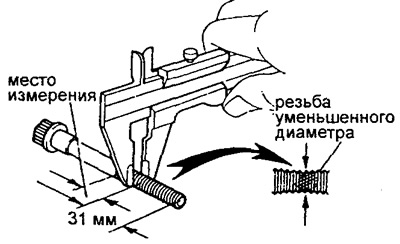
17. Праверце стан нітаў галоўкі блока цыліндраў.
Выкарыстоўваючы штангенцыркуль, вымерайце вонкавы дыяметр разьбы ў месцы найменшага дыяметра.
- Намінальны вонкавы дыяметр - 11,80-12,00 мм
- Мінімальны вонкавы дыяметр - 11,60 мм
Калі вонкавы дыяметр менш мінімальна дапушчальнага значэння, то заменіце ніт.