
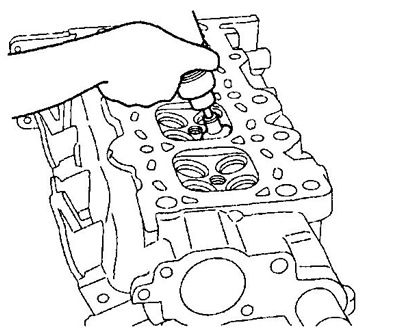
а) Пракручваючы каленчаты вал, паслядоўна ўсталюеце поршні ў ВМТ. Скрабком ачысціце паверхні дно поршняў ад вугляродных адкладаў.
б) Скрабком зніміце рэшткі пракладкі галоўкі блока з паверхні раздыма блока цыліндраў.
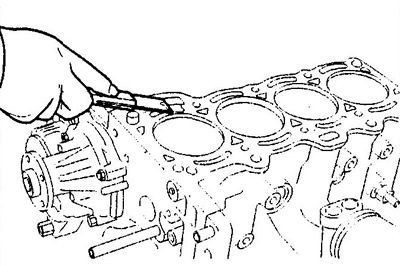
в) Сціснутым паветрам выдаліце вугляродныя адклады і рэшткі пракладкі з паверхні блока цыліндраў і адтулін пад балты.
Заўвага: выкарыстоўваючы сціснутае паветра, беражыце вочы.
2. Ачысціце галоўку блока цыліндраў.
а) Ачысціце паверхню галоўкі блока ад рэштак пракладкі галоўкі блока.
Заўвага: будзьце асцярожныя, каб не пашкодзіць паверхню галоўкі блока, якая спалучаецца з пракладкай.
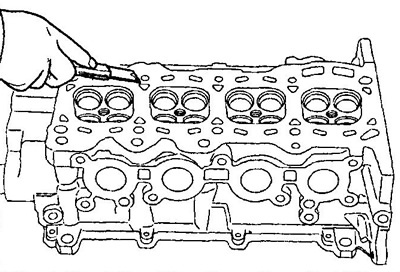
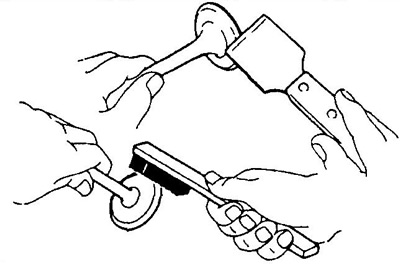
б) Ачысціце паверхні камер згарання галоўкі блока металічнай шчоткай, выдаліўшы рэшткі вугляродных адкладаў.
в) Ачысціце адтуліны накіравальных утулак клапанаў шчоткай і растваральнікам.
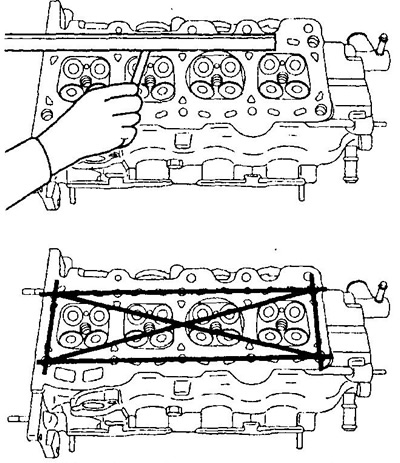
3. Праверце галоўку блока цыліндраў.
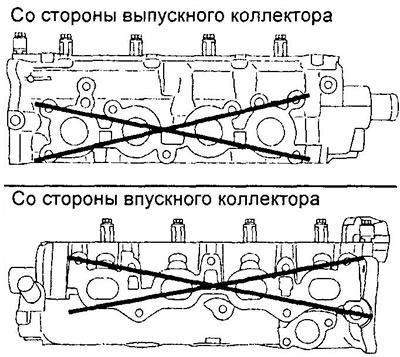
а) Прэцызійнай лінейкай і плоскім мацам, як паказана на малюнку, праверце няплоскаснасць працоўных паверхняў галоўкі блока цыліндраў, спалучаных:
- з паверхняй блока цыліндраў;
- з паверхнямі впускнога і выпускнога калектараў.
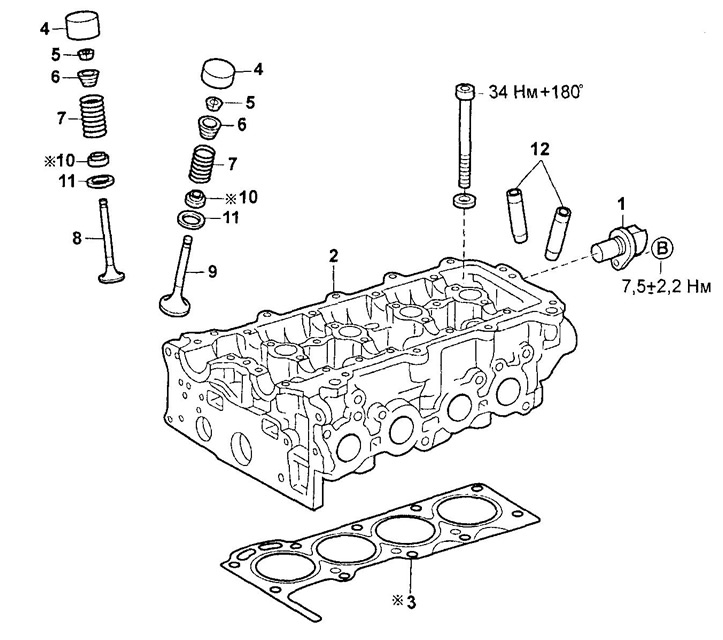
Разборка і зборка галоўкі блока цыліндраў (серыя К3).
1 - датчык становішча каленчатага вала,
2 - галоўка блока цыліндраў,
3 - пракладка галоўкі блока цыліндраў,
4 - штурхальнік клапана,
5 - сухары,
6 - талерка спружыны клапана,
7 - спружына клапана,
8 - впускной клапан,
9 - выпускны клапан,
10 - маслосъемный каўпачок,
11 - сядло спружыны клапана,
12 - накіроўвалая ўтулка клапана.
Серыя КЗ.

Серыя EJ.
Максімальна дапушчальная няплоскаснасць паверхні:
Серыя КЗ:
- газавага стыку - 0,04 мм
- прывалачнай впускнога калектара - 0,10 мм
- прывалачнай выпускнога калектара - 0,05 мм
Серыя EJ:
- газавага стыку - 0,10 мм
- прывалачнай впускнога калектара - 0,10 мм
- прывалачнай выпускнога калектара - 0,10 мм
Калі велічыня няплоскаснасць перавышае максімальна дапушчальную, заменіце галоўку блока цыліндраў.
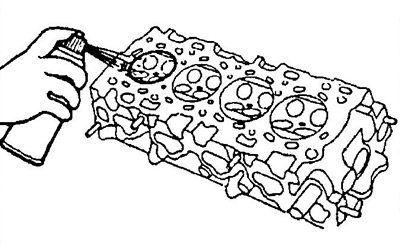
б) Выкарыстоўваючы пранікальны фарбавальнік, праверце наяўнасць расколін у камерах згарання, впускных і выпускных каналах і на паверхні газавага стыку. Пры наяўнасці расколін заменіце галоўку блока цыліндраў.
4. Ачысціце клапаны.
а) Скрабком зніміце налёт вугляродзістай адкладаў з талеркі клапана.
б) Мяккай шчоткай канчаткова ачысціце клапан.
5. Праверце дыяметры стрыжняў клапанаў і ўнутраныя дыяметры накіравальных утулак клапанаў.
а) Нутрамерам вымерайце ўнутраны дыяметр накіроўвалых утулак клапанаў.
Унутраны дыяметр накіроўвалай утулкі:
- серыя К3 - 5,010 - 5,022 мм
- серыя EJ - 5,000 - 5,012 мм
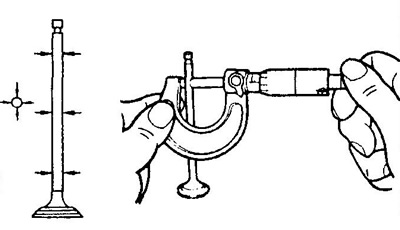
б) Мікраметрам вымерайце дыяметр стрыжня клапана.
Дыяметр стрыжня клапана:
- впускной клапан - 4,975- 4,990 мм
- выпускны клапан - 4,965 - 4,980 мм
в) Па рознасці вымярэнняў дыяметра стрыжня клапана і ўнутранага дыяметра накіроўвалай утулкі знайдзіце зазор паміж стрыжнем клапана і яго накіроўвалай.
Намінальны алейны зазор:
Серыя КЗ:
- впускной клапан - 0,020 - 0,047 мм
- выпускны клапан - 0,030 - 0,057 мм
Серыя EJ:
- впускной клапан - 0,020 - 0,060 мм
- выпускны клапан - 0,030 - 0,070 мм
Максімальны алейны зазор:
Серыя КЗ:
- впускной клапан - 0,06 мм
- выпускны клапан - 0,07 мм
Серыя EJ:
- впускной клапан - 0,07 мм
- выпускны клапан - 0,08 мм
Калі зазор больш максімальна дапушчальнага, заменіце клапан і накіроўвалую ўтулку.
6. Калі неабходна, заменіце накіравальныя ўтулкі клапанаў.
а) Паступова нагрэйце галоўку блока цыліндраў у вадзяной ванне да тэмпературы 80-100°С.
б) Выкарыстоўваючы выбівачку і малаток, выпрасуйце накіроўвалую ўтулку.

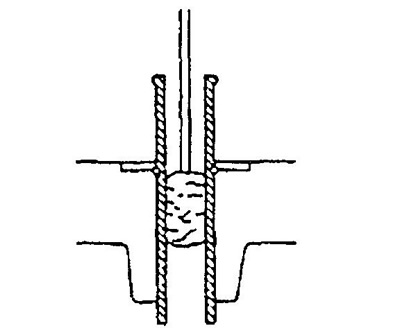
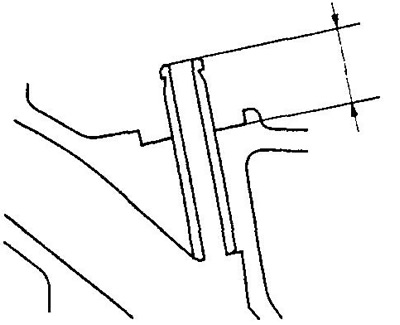
в) Усталюйце накіроўвалую ўтулку клапана. Выкарыстоўваючы выбівачку і малаток, усталюеце новую накіроўвалую ўтулку клапана, каб яна выступала з галоўкі блока цыліндраў на:
Серыя КЗ - 14,5±0,3 мм
Серыя EJ:
- впускной клапан - 13,5±0,3 мм
- выпускны клапан - 10,5±0,3 мм
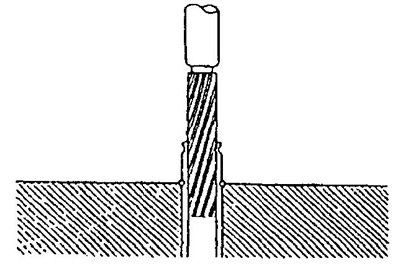
е) Выкарыстоўваючы разгортку, разгарніце ўнутраную адтуліну накіроўвалай, каб забяспечыць нармаваны зазор паміж накіроўвалай і стрыжнем клапана.
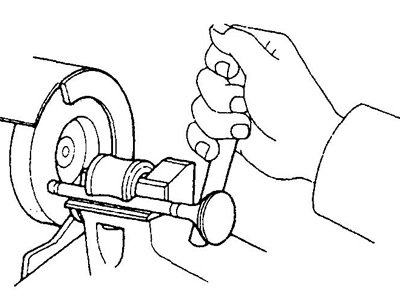
7. Праверце і прытрыце клапаны.
а) Прашліфуйце клапаны да ўхілення слядоў нагара і драпін.
б) Пераканайцеся, што прыцёртая фаска клапана ўтварае вугал 44,5°адносна плоскасці, перпендыкулярнай да восі стрыжня.
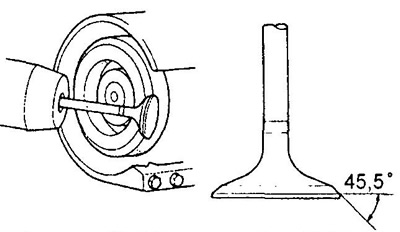
в) Праверце таўшчыню талеркі клапана.
- Намінальная таўшчыня талеркі клапана - 1,0±0,2 мм
- Мінімальная таўшчыня талеркі клапана - 0,75 мм
Калі таўшчыня талеркі цыліндрычнай часткі меншая за мінімальна дапушчальнае значэнне, заменіце клапан.

г) Праверце агульную даўжыню клапана.
Намінальная даўжыня клапанаў:
Впускных:
- Серыя КЗ - 88,15 мм
- Серыя EJ - 79,40 мм
Выпускных:
- Серыя КЗ - 89,10 мм
- Серыя EJ - 79,80 мм
Калі агульная даўжыня менш за мінімальна дапушчальную, заменіце клапан.

д) Праверце стан кантавой паверхні клапанаў на знос.
Калі тарэц клапана зношаны, перашліфуйце тарэц або заменіце клапан.
Заўвага: пры перашліфоўцы не дапушчайце памяншэнні агульнай даўжыні клапана менш мінімальнай.
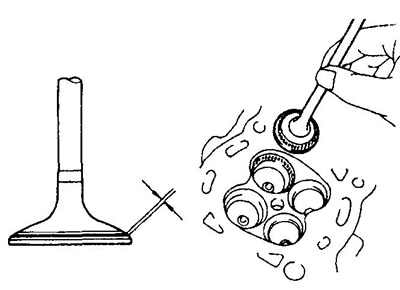
8. Праверце сядла клапанаў.
а) Фрэзай з кутом конусу 45°ачысціце сядла клапанаў.
б) Праверце правільнасць пасадкі клапана ў сядло.
Вырабіце тонкі пласт бяліл на фаску клапана. Прыцісніце працоўную фаску клапана да сядла, але не круціце клапан. Затым прыбярыце клапан і агледзіце сядло і фаску клапана.
Калі фарба застаецца па ўсёй акружнасці (360°) фаскі клапана, то клапан канцэнтрычны. У адваротным выпадку заменіце клапан.
Калі фарба выяўляецца па ўсёй акружнасці (360°) сядла клапана, накіроўвалая (утулка) клапана і сядло клапана канцэнтрычныя. У адваротным выпадку перашліфуйце фаску.
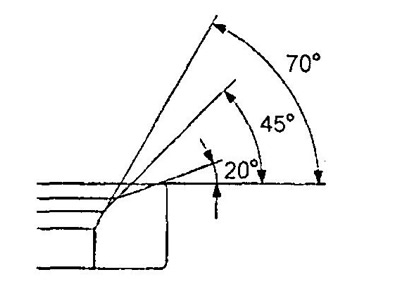
Пераканайцеся, што пляма кантакту знаходзіцца ў сярэдняй частцы працоўнай фаскі клапана і мае шырыню 1,4 + 0,5 мм
У адваротным выпадку скарэктуйце фаску наступным чынам:
- Калі пляма кантакту размешчана занадта высока на фаску клапана, то для перашліфоўкі сядла выкарыстайце фрэзы з кутом конусу 20°і 45°.
- Калі пляма кантакту размешчана занізка на фаску клапана, то для перашліфоўкі сядла выкарыстайце фрэзы з кутом конусу 70°і 45°.
в) Уручную прытрыце клапан і сядло клапана з выкарыстаннем абразіўнай пасты.
г) Пасля прыціркі ачысціце клапан і сядло клапана.
9. Праверце спружыны клапанаў.
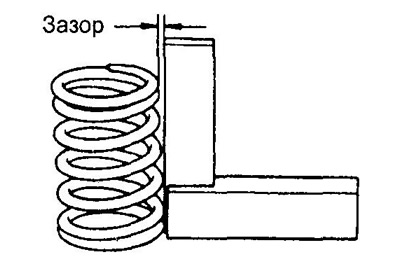
а) Выкарыстоўваючы металічны вугольнік (90°), праверце неперпендыкулярнасць спружыны клапана, як паказана на малюнку.
Максімальна дапушчальная неперпендыкулярнасць складае:
- серыя КЗ - 1,8 мм
- серыя EJ - 1,6 мм
б) Штангенцыркулем вымерайце даўжыню спружыны ў свабодным стане:
Даўжыня спружыны клапана:
- серыя КЗ - 45,54 мм
- серыя EJ - 36,97 мм
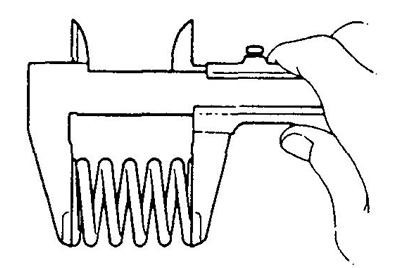
Калі даўжыня спружыны адрозніваецца ад намінальнай, заменіце спружыну клапана.
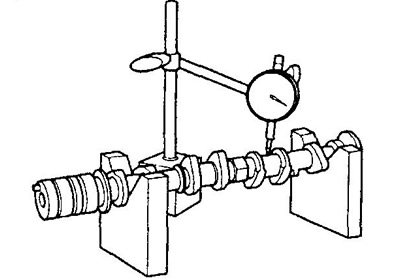
10. Праверце размеркавальныя валы і падшыпнікі.
А. Праверце восевы зазор размеркавальнага вала.
а) Усталюеце размеркавальны вал у пасцелі галоўкі блока цыліндраў.
б) Індыкатарам вымерайце восевы зазор пры перамяшчэнні размеркавальных валаў назад і наперад.
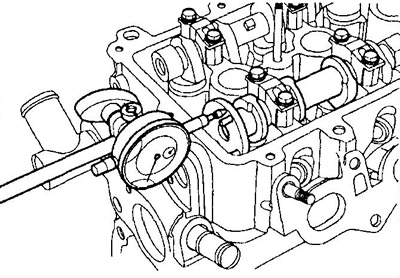
Восевы зазор размеркавальных валаў:
Серыя КЗ:
- намінальны - 0,10 - 0,24 мм
- максімальны - 0,30 мм
Серыя EJ:
- намінальны - 0,04 - 0,10 мм
- максімальны - 0,15 мм
Калі восевы зазор больш максімальнага, заменіце размеркавальны вал. Калі неабходна, заменіце вечкі падшыпнікаў і галоўку блока цыліндраў.
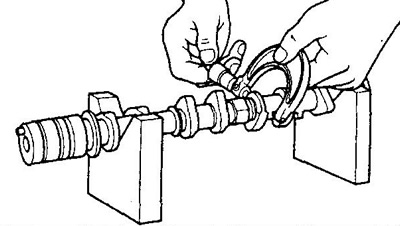
Б. Праверце біццё размеркавальнага вала.
Усталюеце размеркавальны вал у V-вобразныя прызмы і праверце яго біццё па цэнтральнай шыйцы.
- Максімальнае біццё - 0,3 мм
В. Праверце вышыню кулачкоў размеркавальнага вала.
Вышыня кулачкоў размеркавальнага вала ўпускных клапанаў:
Намінальная:
- серыя КЗ - 40,400 - 40,500 мм
- EJ-DE - 38,200 - 38,300 мм
- EJ-VE - 40,250 мм
Мінімальная:
- серыя КЗ - 40,30 мм
- EJ-DE - 38,10 мм
Вышыня кулачкоў размеркавальнага вала выпускных клапанаў:
Намінальная:
- серыя КЗ - 39,910 - 40,010 мм
- EJ-DE - 38,050 - 38,150 мм
- EJ-VE - 40,250 мм
Мінімальная:
- серыя КЗ - 39,80 мм
- EJ-DE - 37,95 мм
Калі вышыня кулачка менш за мінімальную, заменіце размеркавальны вал.
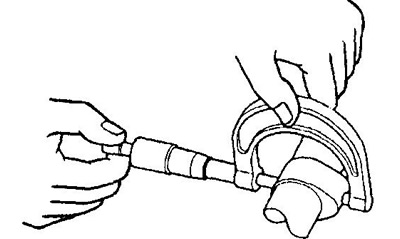
Г. Праверце памеры апорных шыек размеркавальнага вала, вымераўшы іх дыяметры мікраметрам.
Дыяметр апорных шыек размеркавальных валаў:
Серыя КЗ:
1-ай апорнай:
- впускной - 33,984 - 34,000 мм
- выпускны - 25.979 - 25,995 мм
- астатніх - 22.979 - 22,995 мм
Серыя EJ:
- 1-ай апорнай - 25.979 - 25,995 мм
- астатніх - 22.979-22,995 мм
Калі дыяметры шыек выходзяць за межы, паказаныя ў тэхнічных умовах, праверце радыяльны зазор паміж шыйкай і падшыпнікам.
Д. Праверце радыяльны зазор у падшыпніках размеркавальных валаў.
а) Ачысціце працоўныя паверхні шыек размеркавальнага вала і вечкаў падшыпнікаў.
б) Абкладзеце размеркавальныя валы ў пасцелі галоўкі блока цыліндраў.
в) Пакладзяце па кавалачку пластыкавага калібра на кожную шыйку размеркавальнага вала.
г) Усталюйце вечкі падшыпнікаў. Зацягніце ніты вечкаў (больш падрабязней працэдуры ўсталёўкі размеркавальных валаў гл. у падраздзеле "Усталёўка" часткі "Галоўка блока цыліндраў").
- Момант зацяжкі - 12,5±2,0 Нм
Заўвага: не пракручвайце размеркавальны вал.
д) Зніміце вечкі падшыпнікаў.
е) Вымерайце шырыню сплясканых пластыкавых калібраў у найболей шырокай частцы і вызначыце зазор.
Радыяльны зазор у падшыпніках размеркавальных валаў:
Серыя EJ:
- намінальны - 0,037 - 0,073 мм
- максімальны - 0,10 мм
Серыя КЗ:
Размеркавальны вал впускных клапанаў:
- шыйка №1 - 0,025 - 0,061 мм
- астатнія - 0,037 - 0,073 мм
Размеркавальны вал выпускных клапанаў - 0,037 - 0,073 мм
Калі зазор больш максімальна дапушчальнага, заменіце размеркавальны вал. Пры неабходнасці заменіце вечкі падшыпнікаў і галоўку блока цыліндраў.
ж) Выдаліце рэшткі пластыкавых калібраў.
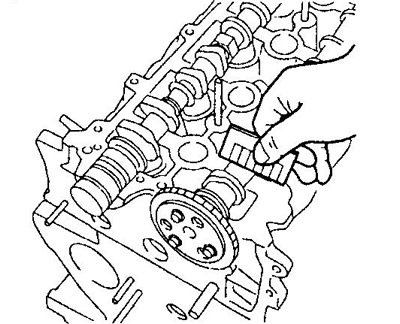
11. Праверце штурхачы і расточванні пад штурхачы ў корпусе галоўкі блока.
а) Індыкатарам-нутрамерам вымерайце дыяметры расточванняў пад штурхачы ў галоўцы блока цыліндраў.
- Дыяметр расточвання пад штурхач у галоўцы блока - 28,000 - 28,021 мм
б) Мікраметрам вымерайце дыяметр штурхача.
- Намінальны дыяметр штурхача - 27,975-27,985
в) Праверце радыяльны зазор.
Адніміце значэнне дыяметра штурхача з значэння дыяметра расточвання пад штурхач у корпусе галоўкі і вызначыце зазор.
- Зазор паміж штурхачом і сценкай расточвання пад штурхач - 0,015 - 0,046 мм
Калі зазор перавышае максімальна дапушчальны, заменіце штурхач.