
Прыржавелыя крапежныя вырабы з ланцугом палягчэння іх адшрубоўвання і ў пазбяганне паломкі варта апрацаваць перад страгваннем адмысловым пропиточным алеем. Некаторыя механікі аддаюць перавагу выкарыстоўваць для гэтай мэты шкіпінар, які зручна наносіць з адмысловай маленькай ёмістасці з доўгім носікам. Пасля змочвання крапяжу пропиточным алеем перад адпушчэннем гайкі або ніта варта даць алею некалькі хвілін на тое, каб яно добра прахарчавала праржавелы пласт. Моцна праржавелыя крапежныя вырабы можна ссекчы зубілам, спілаваць слясарнай ножовкой або выдаліць з дапамогай адмысловага гайколома, які можна набыць у краме, які гандлюе прыладамі.
Пры зразанні галоўкі ніта ці абломванні шпількі пры зборцы рэшту разьбовай часткі можна высвідраваць ці выняць з дапамогай адмысловага экстрактара. Большасць аўтамайстэрняў у стане выканаць гэтую, а таксама і іншыя рамонтныя працэдуры (напрыклад, аднаўленне сарванай разьбы ў разьбовых адтулінах).
Плоскія і стопорные шайбы пры зборцы варта ўсталёўваць у зыходныя становішчы. Пашкоджаныя шайбы трэба замяняць новымі. Ніколі не ўсталёўвайце стопарныя шайбы непасрэдна на мяккія металічныя паверхні (напрыклад, алюмініевыя), элементы з тонкага ліставага металу ці пластыка.
Памеры крапежных вырабаў
Па многіх прычынах вытворцы аўтамабіляў усё часцей і часцей ужываюць метрычныя крапежныя вырабы. Аднак важна ведаць розніцу паміж гэтым (больш універсальным) крапяжом і выкарыстоўваным часам крапяжом стандарту SAE (ці амерыканскім). Нягледзячы на вонкавае падабенства, крапежныя вырабы гэтых двух тыпаў не ўзаемазаменныя.
Усе балты, як стандарту SAE, так і метрычныя, класіфікуюцца па дыяметры, кроку разьбы і даўжыні. Напрыклад, ніт стандарту SAE 1/2 - 13x1 мае паўцалі ў дыяметры, 13 віткоў разьбы на адзін цаля і даўжыню 1 цаля. Метрычны ніт М12 - 1.75x25 мае дыяметр 12 мм, крок разьбы (адлегласць паміж суседнімі віткамі) 1.75 мм і даўжыню 25 мм. Абодва ніта знешне практычна ідэнтычныя, аднак не ўзаемазаменныя. У дадатак да пералічаных прыкмет, як метрычныя балты, так і балты стандарту SAE можна ідэнтыфікаваць шляхам вонкавага агляду галоўкі. Па-першае, адлегласць паміж гранямі галоўкі метрычнага ніта вымяраецца ў міліметрах, тады як у ніта SAE – у цалях (гэта ж справядліва і для гаек). З прычыны гэтага гаечны ключ стандарту SAE не падыходзіць для выкарыстання з метрычным крапяжом, і наадварот. Акрамя таго, на галоўках большай часткі нітаў стандарту SAE звычайна маюцца радыяльныя рызыкі, якія вызначаюць максімальны дапушчальны момант зацяжкі ніта (клас трываласці). Чым больш рысак, там вышэй клас трываласці (на аўтамабілях звычайна прымяняюцца балты класа трываласці ад 0 да 5). Клас трываласці метрычных нітаў вызначаецца лічбавым кодам. Лічбы кода звычайна адліваюцца, як і не амерыканскім крапяжы, на галоўцы ніта (на аўтамабілях звычайна прымяняюцца балты класаў трываласці 8/8, 9/8 і 10/09).
Маркіроўку класа трываласці таксама можна выкарыстоўваць для вызначэння адрознення паміж шасціграннай гайкамі БАЕ і метрычнымі гайкамі Для ідэнтыфікацыі класа трываласці гаек БАЕ прымяняюцца кропкавыя пазнакі, выбітыя на адной з кантавых паверхняў гайкі, у той час як маркіроўка метрычных гаек выконваецца з дапамогай лічбавага кодзе. Чым большая колькасць кропак або чым большае значэнне лічбавага кода, тым вышэй дапушчальны момант зацяжкі гайкі.
Мэтрычныя шпількі таксама маюць маркіроўку не тарцах у адпаведнасці з класам трываласці. На буйныя шпількі наносіцца лічбавы код, тады як драбнейшыя маюць маркіроўку ў выглядзе геаметрычных постацяў.
Варта адзначыць, што значны гонар крапяжу, у асаблівасці класаў трываласці ад 0 да 2, наогул не маркіруецца. У гэтым выпадку адзіным спосабам адрознення крапяжу SAE ад метрычнага з'яўляецца вымярэнне кроку разьбы або параўноўванне разьбы з загадзя ідэнтыфікаваным крапежным вырабам. Варта памятаць, што пад класіфікацыю SAE пападае толькі дробны крапеж. Буйны крепеж з неметрычным разьбярствам з'яўляецца крапяжом амерыканскага стандарту (USS).
Паток як крапежныя вырабы аднаго і таго ж геаметрычнага памеру (як стандартныя, так і метрычныя) могуць мець розныя класы трываласці, пры замене нітаў, гаек і шпілек варта надаваць увагу адпаведнасці класа трываласці ўсталёўванага новага крапяжу і "старога".
Паслядоўнасць і методыка зацяжкі
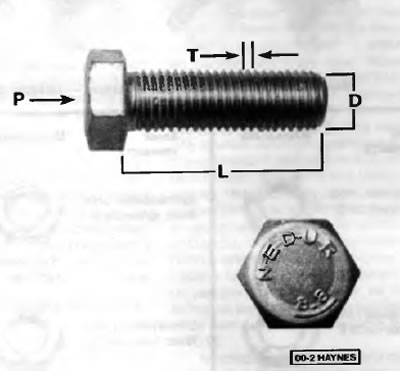
Зацяжку большага гонару разьбовых злучэнняў варта выконваць у адпаведнасці з загаданым высілкам (момант зацяжкі - гэты вращающий высілак, прыкладанае да разьбовага элемента, такому як гайка ці ніт). Перавышэнне моманту зацяжкі можа прывесці да паслаблення і паломкі разьбовага элемента, у той час як недастатковая зацяжка ў канчатковым рахунку можа прывесці да адпушчэння элементаў. Ніты, шрубы і шпількі ў залежнасці ад матэрыялу, з якога яны вырабленыя, і дыяметра іх разьбярства маюць пэўныя значэнні моманце зацяжкі, шматлікія з якіх, прыведзены ў «Тэхнічных дадзеных» у пачатку кожнай часткі. Строга прытрымвайцеся прыведзеных рэкамендацый па намаганнях зацяжкі прымяняецца крапяжу. Для крапежных вырабаў, для якіх не вызначаны канкрэтныя значэнні моманту зацяжкі,


Гэтыя значэнні дадзены для сухіх (незмазаных) крапежных вырабаў, якія закручваюцца ў сталь ці чыгун (не ў алюміній). Як згадана вышэй, велічыню моманту зацяжкі, які можна бяспечна прыкласці да крапяжу, вызначаюць памер і клас трываласці. Значэнні, паказаныя тут, прыблізныя для крапяжу класаў трываласці 2 і 3. Больш высокі клас трываласці можа дапусціць большы момант зацяжкі.
Вызначаныя разьбовыя злучэнні (як, напрыклад, мацаванне галоўкі цыліндраў, паддона картэра і розных вечкаў) у пазбяганне дэфармацыі крапежных вырабаў варта адпускаць і зацягваць у строга вызначанай паслядоўнасці. Парадак зацяжкі і адпушчэнні такога крапяжу прыведзены ў тэксце адпаведнага раздзела гэтага Кіраўніцтва. Калі спецыяльны парадак не агавораны, каб пазбегнуць дэфармацыі элемента, варта прытрымлівацца прыведзенай ніжэй працэдуры.
На першай стадыі ўсе балты/гайкі варта зацягваць намаганнем ад рукі. Далей кожны з элементаў крапяжу па чарзе варта павярнуць яшчэ не адно поўнае абарачэнне, прычым зацягваць варта ў крыжаванай паслядоўнасці. Далей, вярнуўшыся да першага элемента, варта паўтарыць працэдуру ў тым жа парадку, зацягваючы крапеж яшчэ на паўабарота. Працягвайце выкананне працэдуры, дацягваючы кожны ніт/гайку зараз ужо на чвэрць абарачэння на адзін падыход, датуль пакуль усе яны не будуць зацягнуты патрабаваным высілкам. Пры адпушчэнні і выкручванні крапяжу варта дзейнічаць у аналагічнай манеры, але ў зваротнай паслядоўнасці.
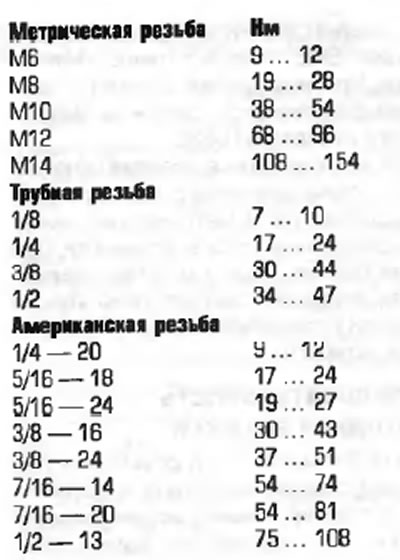
Маркіроўка нітаў па іх класе трываласці/памерам згодна са стандартам SAE
G - Маркіроўка класе трываласці
L - Даўжыня (у цалях)
Т - Крок разьбы (колькасць віткоў на цалю)
D - Намінальны дыяметр (у цалях)
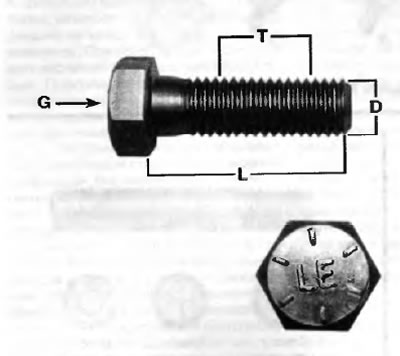
Мэтрычна маркіроўка нітаў па іх класе трываласьці/памерам
G - Клас трываласці
L - Даўжыня (а міліметрах)
Т - Крок разьбы (адлегласць паміж віткамі разьбярства ў міліметрах)
D - Дыяметр