
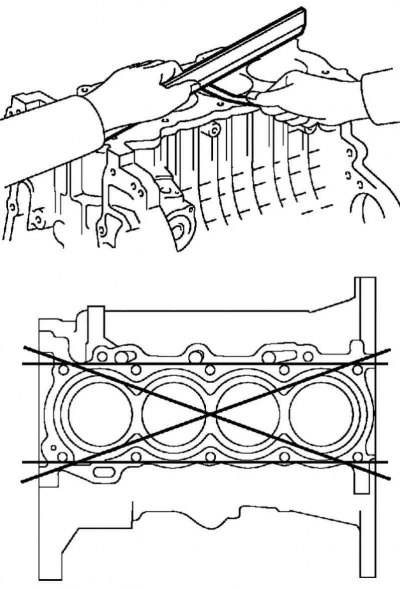
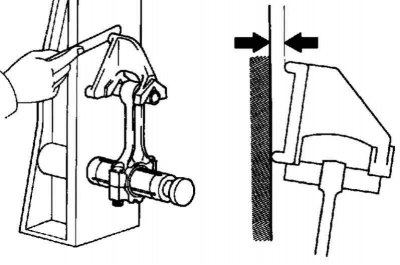
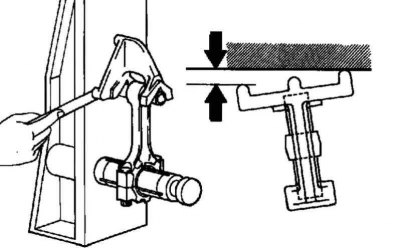
Мал. 2.282. Праверка блока цыліндраў на коробление
З дапамогай прэцызійнай праверачнай лінейкі і маца вымерайце коробление паверхняў, якія спалучаюцца з пракладкай галоўкі блока цыліндраў (мал. 2.282).
Максімальна дапушчальная велічыня коробления: 0,05 мм.
Калі коробление перавышае максімальна дапушчальную велічыню, заменіце блок цыліндраў.
Праверка дыяметраў цыліндраў
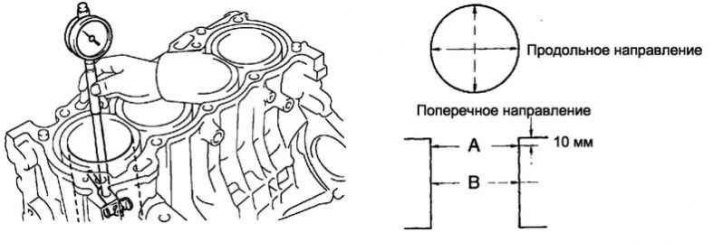
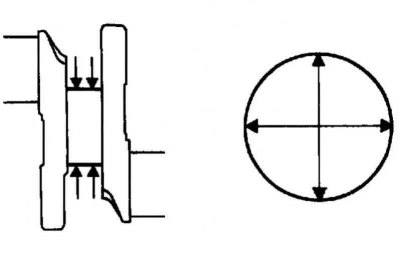
Мал. 2.283. Схема вымярэння дыяметра цыліндру
З дапамогай нутромера вымерайце дыяметры цыліндраў у плоскасцях А і В у падоўжным і ў папярочным напрамках (мал. 2.283).
- Намінальны дыяметр: 79,000-79,013 мм.
- Максімальна дапушчальны дыяметр: 79,133 мм.
Калі асераднёны па чатырох вымярэннях дыяметр перавышае максімальна дапушчальную велічыню, заменіце блок цыліндраў.
Праверка поршня ў зборы з поршневым пальцам
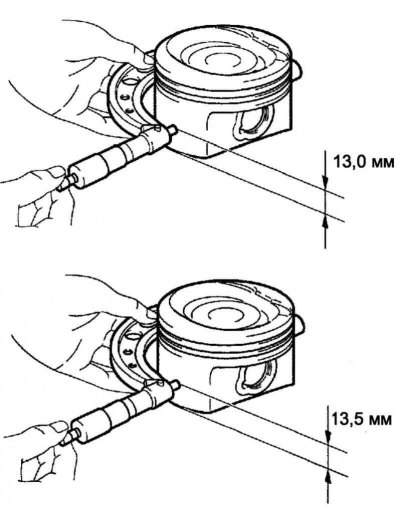
Мал. 2.284. Праверка поршня ў зборы з поршневым пальцам
Для рухавіка 1ZZ-FE:
Мікраметрам вымерайце дыяметр поршня.
Мікраметр усталюеце так, каб ён знаходзіўся на адлегласці 13,0 мм ад боку спадніцы поршня і пад прамым кутом (90°) да восі адтулін поршневага пальца, як намалявана на малюнку 2.284а.
Дыяметр поршня: 78,955-78,965 мм.
Калі дыяметр не адпавядае намінальнаму, заменіце поршань.
Для рухавіка 3ZZ-FE:
Мікраметрам вымераць дыяметр поршня.
Мікраметр усталюеце так, каб ён знаходзіўся на адлегласці 13,5 мм ад краю спадніцы поршня і пад прамым кутом (90°) да восі адтулін поршневага пальца, як намалявана на малюнку 2.284b.
Дыяметр поршня: 78,960-78,975 мм.
Калі дыяметр не адпавядае намінальнаму, заменіце поршань.
Праверка алейнага зазору поршня
Адніміце вымераны дыяметр поршня з дыяметра цыліндру.
- Намінальны алейны зазор: 0,073-0,096 мм.
- Максімальна дапушчальны алейны зазор: 0,10 мм.
Калі алейны зазор перавышае максімальна дапушчальную велічыню, варта замяніць поршань у зборы.
Пры неабходнасці, заменіце блок цыліндраў.
Праверка алейнага зазору поршневага пальца
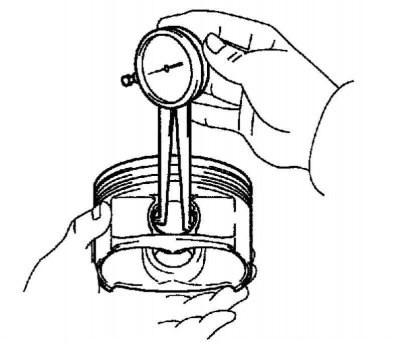
Мал. 2.285. Вымярэнне дыяметра адтуліны пад поршневай палец
Індыкатарам гадзіннікавага тыпу для адтулін вымерайце дыяметр адтуліны пад поршневай палец (мал. 2.285).
Дыяметр адтуліны пад поршневай палец: 20,006-20,015 мм.
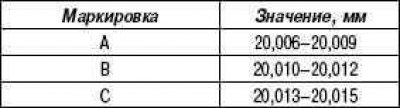
Калі дыяметр не адпавядае намінальнаму, заменіце поршань у зборы.
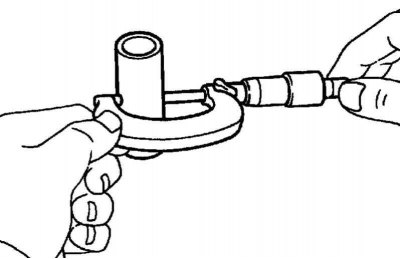
Мал. 2.286. Вымярэнне вонкавага дыяметра поршневага пальца
Мікраметрам вымерайце вонкавы дыяметр поршневага пальца (мал. 2.286).
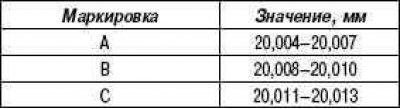
Вонкавы дыяметр поршневага пальца: 20,004-20,013 мм.
Калі дыяметр не адпавядае намінальнаму, заменіце поршань у зборы.
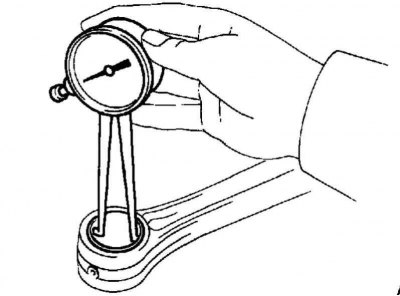
Мал. 2.287. Вымярэнне дыяметра адтуліны малой галоўкі шатуна
Індыкатарам гадзіннікавага тыпу для адтулін вымераць дыяметр адтуліны малой галоўкі шатуна (мал. 2.287).
Дыяметр адтуліны малой галоўкі шатуна: 20,012-20,021 мм.
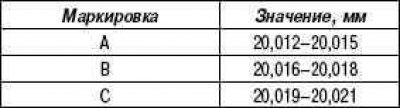
Калі дыяметр не адпавядае намінальнаму, заменіце шатун у зборы.
Адніміце вымераны вонкавы дыяметр поршневага пальца з дыяметра адтуліны ў поршні пад порш нявы палец.
- Намінальны алейны зазор: ад 0,001 да 0,017 мм.
- Максімальна дапушчальны алейны зазор: 0,017 мм.
Калі алейны зазор перавышае максімальна дапушчальную велічыню, заменіце шатун.
Пры неабходнасці, заменіце поршневай палец.
Адніміце вымераны вонкавы дыяметр поршневага пальца з дыяметра адтуліны ў поршні пад поршневай палец.
- Намінальны алейны зазор: 0,005-0,011 мм.
- Максімальна дапушчальны алейны зазор: 0,011 мм.
Калі алейны зазор перавышае максімальна дапушчальную велічыню, заменіце шатун.
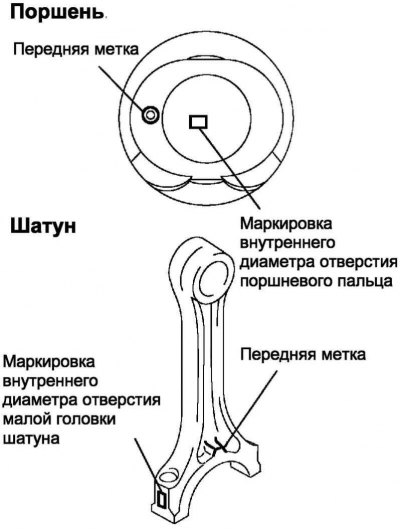
Мал. 2.288. Маркіроўкі дыяметраў поршня і шатуна
Пры неабходнасці, заменіце шатун і поршневай палец (мал. 2.288).
Праверка зазору паміж тарцом поршневага кольца і канаўкай поршня
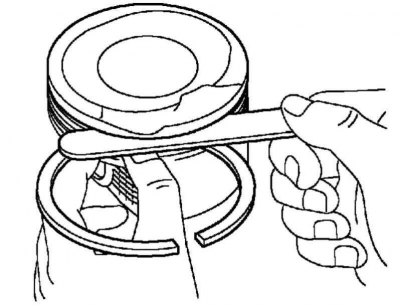
Мал. 2.289. Вымярэнне зазору паміж тарцом новага поршневага кольца і сценкай канаўкі поршня
Шчупам вымераць зазор паміж тарцом новага поршневага кольца і сценкай канаўкі поршня (мал. 2.289).
Зазор паміж тарцом поршневага кольца і канаўкай поршня
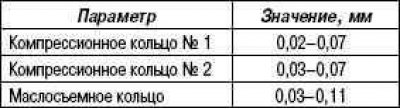
Калі зазор не адпавядае намінальнаму, заменіце поршань у зборы.
Праверка зазору ў замку поршневага кольца
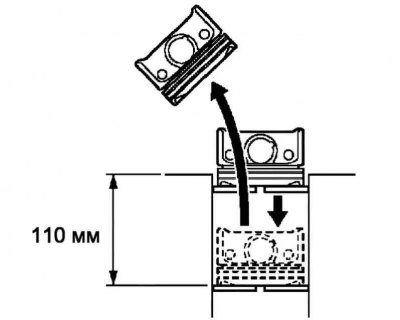
Мал. 2.290. Праштурхванне поршневага кольца ў цыліндр
Поршнем праштурхніце поршневае кольца ў цыліндр, трохі не даходзячы да ніжняй кропкі ходу кольца, на адлегласць 110 мм ад верхняй плоскасці блока цыліндраў (мал. 2.290).
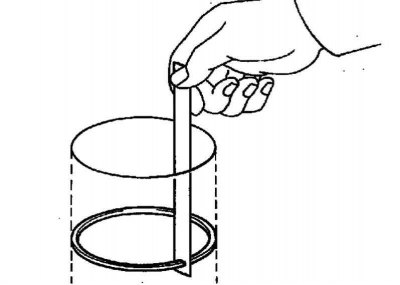
Мал. 2.291. Вымярэнне зазору ў замку кольца
Шчупам вымерайце зазор у замку кольца (мал. 2.291).
Калі зазор у замку поршневага кольца перавышае максімальна дапушчальную велічыню, заменіце поршневае кольца.
Намінальны зазор у замку поршневага кольца
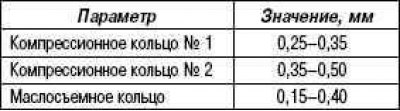
Максімальна дапушчальны зазор у замку
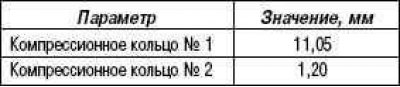
Калі зазор у замку поршневага кольца перавышае максімальна дапушчальную велічыню, нават у новага поршневага кольца, заменіце блок цыліндраў.
Праверка шатуна ў зборы
Мал. 2.292. Праверка крывулі шатуна
Пры дапамозе прылады для праверкі крывулі шатуна і камплекта плоскіх мацаў вымерайце крывулю шатуна (мал. 2.292).
- Максімальна дапушчальнае скрыўленне: 0,05 мм на 100 мм.
Калі скрыўленне шатуна перавышае максімальна дапушчальную велічыню, варта замяніць шатун.
Мал. 2.293. Праверка скручвання шатуна
Праверце скручванне шатуна (мал. 2.293).
- Максімальна дапушчальнае скручванне: 0,05 мм на 100 мм.
Калі скручванне шатуна перавышае максімальна дапушчальную велічыню, варта замяніць шатун.
Праверка шатунных нітаў
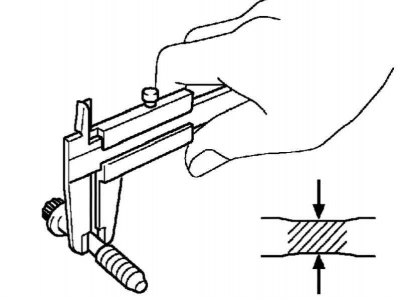
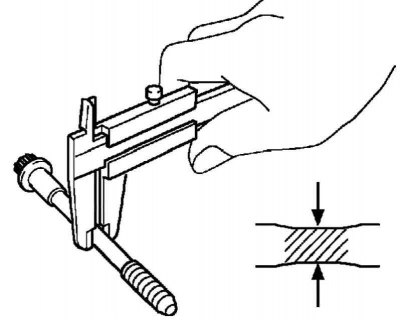
Мал. 2.294. Вымярэнне шатуннага ніта
Штангенцыркулем вымерайце дыяметр даўжэйшай часткі нітаў (мал. 2.294).
- Намінальны дыяметр: 6,6-6,7 мм.
- Мінімальна дапушчальны дыяметр: 6,4 мм.
Калі дыяметр менш за мінімальна дапушчальную велічыню, ніт варта замяніць.
Праверка каленчатага вала
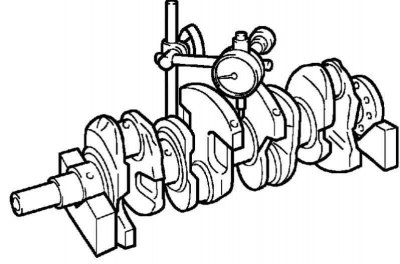
Мал. 2.295. Вымярэнне радыяльнага біцця каленчатага вала
Устанавіце каленчаты вал на прызмы і з дапамогай індыкатара гадзіннікавага тыпу вымерайце радыяльнае біццё, як паказана на малюнку 2.295.
- Максімальна дапушчальнае радыяльнае біццё: 0,03 мм.
Калі радыяльнае біццё перавышае максімальна дапушчальную велічыню, варта замяніць каленчаты вал.
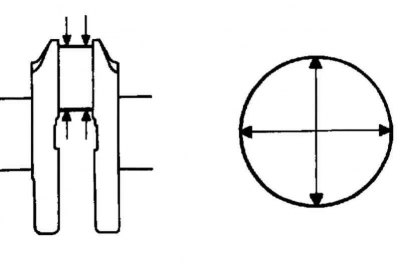
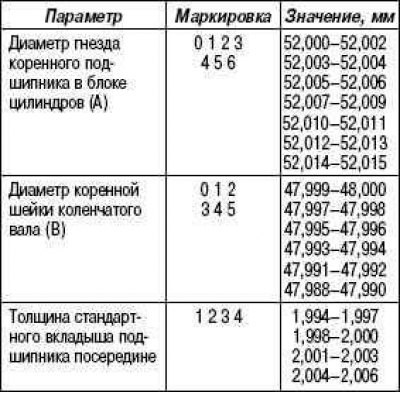
Мал. 2.296. Схема вымярэння карэнных шыек каленчатага вала
Мікраметрам вымерайце дыяметр усіх карэнных шыек у пунктах, паказаных на малюнку 2.296.
- Дыяметр: 47,988-48,000 мм.
Калі дыяметр шыйкі не адпавядае прадпісанаму, праверце алейны зазор каленчатага вала.
Праверыць конуснасць і авальнасць усіх карэнных шыек, як паказана на рысунку 2.296.
- Максімальна дапушчальная конуснасць і авальнасьць: 0,02 мм.
Калі конусность і овальность перавышае максімальна дапушчальную велічыню, варта замяніць каленчаты вал.
Мал. 2.297. Схема вымярэння шатунных шыек каленчатага вала
Мікраметрам вымерайце дыяметр усіх шатунных шыек у пунктах, паказаных на малюнку 2.297.
- Дыяметр: 43,992-44,000 мм.
Калі дыяметр шыйкі не адпавядае прадпісанаму, праверце алейны зазор шатуна.
Праверыць конуснасць і авальнасць усіх шатунных шыек, як паказана на рысунку 2.298.
Максімальна дапушчальная конусность і авальнасьць: 0,02 мм.
Калі конусность і овальность перавышае максімальна дапушчальную велічыню, варта замяніць каленчаты вал.
Праверка нітаў мацавання накрывак карэнных падшыпнікаў каленчатага вала
Мал. 2.298. Вымярэнне дыяметра падаўжальнай часткі ніта
Штангенцыркулем вымерайце дыяметр даўжэйшай часткі нітаў (мал. 2.298).
- Намінальны дыяметр: 7,3-7,5 мм.
- Мінімальна дапушчальны дыяметр: 7,3 мм.
Калі дыяметр менш мінімальна дапушчальнага, варта замяніць ніт мацавання вечка карэннага падшыпніка.
Праверка алейнага зазору каленчатага вала
Ачысціце ўсе карэнныя шыйкі і ўкладышы карэнных падшыпнікаў.
Заўвага. Не паварочвайце каленчаты вал.
Усталюеце каленчаты вал у блок цыліндраў.
Абкладзеце ўздоўж кожнай карэннай шыйкі смінаемы пластычны калібр.
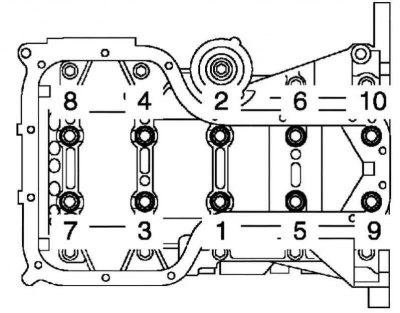
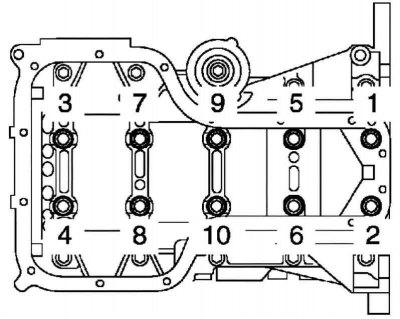
Мал. 2.299. Паслядоўнасць зацягвання нітаў мацавання блока карэнных падшыпнікаў
З дапамогай SST у некалькі прыёмаў зацягніце ніты да загаданага моманту, дзейнічаючы ў паказанай на малюнку 2.299 паслядоўнасці.
- Момант зацяжкі: 44 Н·м.
Пазначце пярэдні бок кожнага з нітаў вечкаў карэнных падшыпнікаў фарбай.
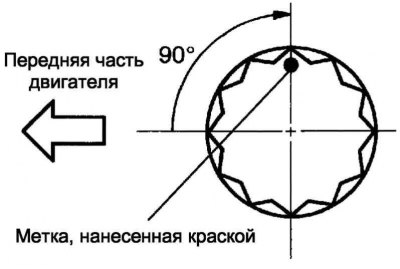
Мал. 2.300. Кут давароту нітаў мацавання карэнных падшыпнікаў
Давярніце балты мацавання накрывак на 90°, як паказана на малюнку 2.300.
Пераканайцеся, што пазнакі разгорнуты на 90°адносна зыходнага становішча.
Зацягніце пакінутыя 10 нітаў блока накрывак карэнных падшыпнікаў.
Момант зацяжкі: 19 Н·м.
Вывярніце 10 нітаў.
Мал. 2.301. Паслядоўнасць адварочвання нітаў мацавання блока карэнных падшыпнікаў
У некалькі прыёмаў раўнамерна прыслабце і вывярніце 10 нітаў мацавання блока вечкаў падшыпнікаў у паказанай на малюнку 2.301 паслядоўнасці.
Вымерайце смінаюцца пластычныя калібры ў самым шырокім месцы.
- Намінальны алейны зазор: 0,015-0,032 мм.
- Максімальна дапушчальны алейны зазор: 0,05 мм.
Заўвага. Цалкам выдаліце рэшткі смінаемых пластыкавых калібраў.
Калі алейны зазор перавышае максімальна дапушчальную велічыню, заменіце ўкладышы карэнных падшыпнікаў.
Пры неабходнасці, заменіце каленчаты вал.
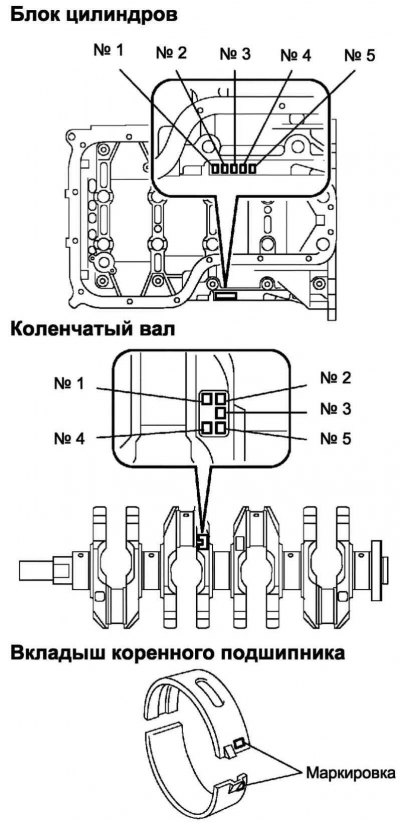
Мал. 2.302. Схема падбору ўкладышаў
Заўвага. Новы ўкладыш падшыпніка павінен ставіцца да той жа памернай групы, што і стары ўкладыш. Нумар памернай групы паказаны на ўкладышы. Калі нумар на ўкладышы вызначыць немагчыма, памерная група ўкладыша падбіраецца па прыведзенай ніжэй табліцы пасля складання нумароў, выбітых на блоку цыліндраў і на каленчатым вале. Пастаўляюцца ўкладышы падшыпнікаў 4 стандартных памерных класаў, пазначаныя адпаведна лічбамі "1", "2", "3" і "4" (мал. 2.302).
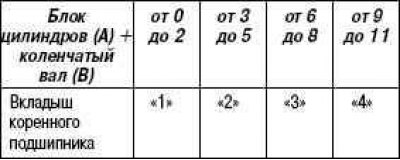
Прыклад: блок цыліндраў «3» (A)+ каленчаты вал «4» (B) = сума 7 (выкарыстоўваць укладыш падшыпніка «3»).
Запрасоўка накіравальных штыфтаў
Мал. 2.303. Схема запрэсоўкі накіроўвалых штыфтоў
Пластмасавым малатком запрасуйце ў блок цыліндраў 9 накіроўвалых штыфтоў (мал. 2.303).
Намінальны выступ
Усталяванне накіравальных утулак
Мал. 2.304. Схема запрэсоўкі накіроўвалых штулак
Пластмасавым малатком запрасуйце 5 новых накіроўвалых утулак у блок цыліндраў (мал. 2.304).
Намінальны выступ
Усталяванне шпілек
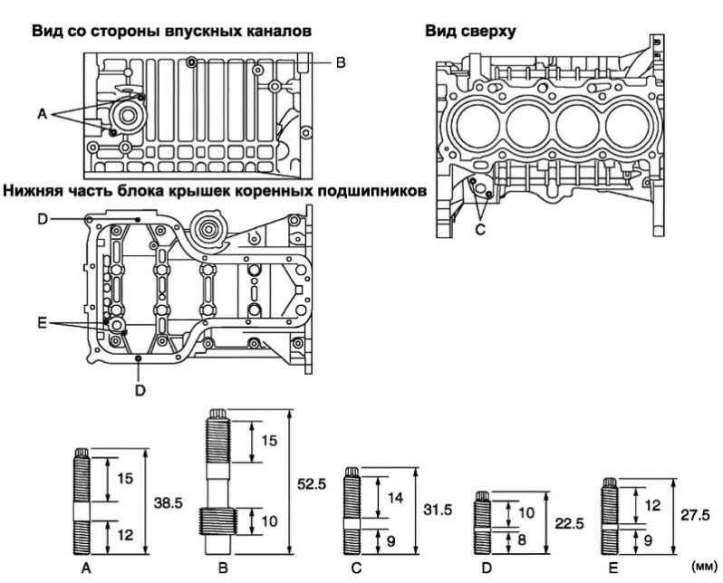
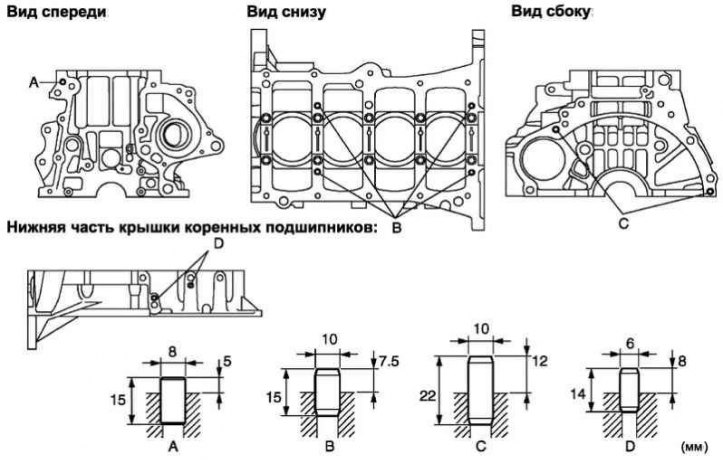
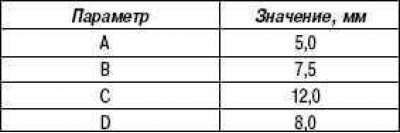
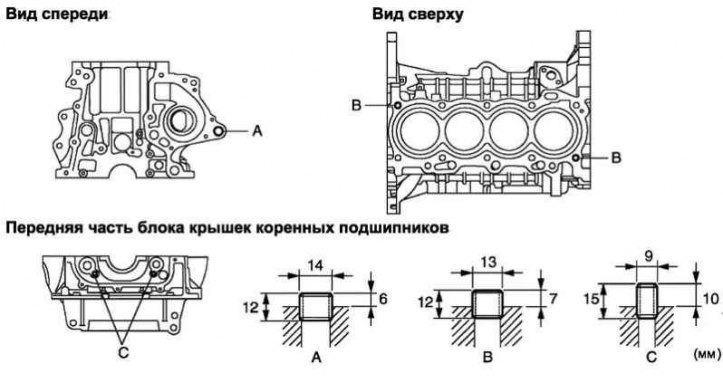
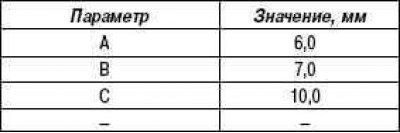
Мал. 2.305. Схема ўстаноўкі шпілек
З дапамогай тарцовых ключоў TORX Е5 і Е7 загарніце 9 шпілек у блок цыліндраў (мал. 2.305).
Момант зацяжкі:
- 5,0 Н·м для А;
- 11 Н·м для В;
- 5,0 Н·м для C;
- 5,0 Н·м для D;
- 5,0 Нм для E.
Усталяванне поршня ў зборы з поршневым пальцам
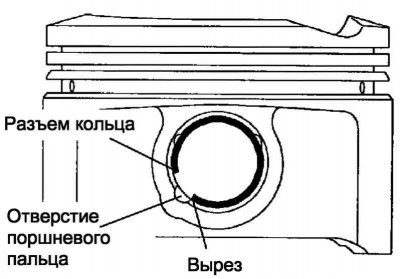
Мал. 2.306. Схема ўсталёўкі новага стопорнага кольцы
З дапамогай невялікай адвёрткі ўсталюеце новае стопарнае кольца ў адно з адтулін поршня да поршневага пальца (мал. 2.306).
Заўвага. Прасочыце, каб раздым кольца супаў з выразам у поршні.
Паступова нагрэць поршань да тэмпературы 80-90°С.
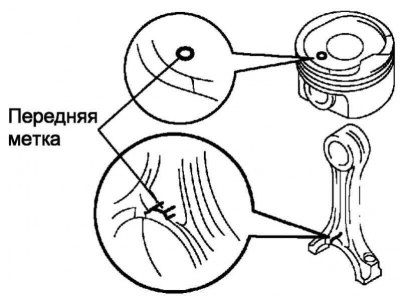
Мал. 2.307. Пазнакі сумяшчэння поршня і шатуна
Сумясціце перадпакоі пазнакі поршня і шатуна і рукой устаўце поршневай палец у адтуліны ў поршні і ў верхняй галоўцы шатуна (мал. 2.307).
З дапамогай невялікай адвёрткі ўсталяваць новае стопорное кольца ў адно з адтулін поршня да поршневага пальца (мал. 2.306).
Усталяванне камплекта поршневых кольцаў
Рукамі ўсталюеце пашыральнік і 2 бакавіны складовага маслосъемного кольцы.
Заўвага. Пры паўторным выкарыстанні поршневых кольцаў, іх варта ўсталёўваць на тыя ж поршні, з якіх яны былі зняты, і ў тым жа становішчы.

Мал. 2.308. Ўстаноўка кампрэсійных кольцаў
З дапамогай здымніка поршневых кольцаў усталюеце 2 компрессіонные кольцы, пры гэтым маркіроўка павінна быць звернутая ў бок дна поршня (мал. 2.308).
Маркіроўка (толькі для компрессіонные кольцы № 2): 2R.

Мал. 2.309. Схема размяшчэння замкаў поршневых кольцаў
Разгарніце поршневыя кольцы так, каб іх замкі былі размешчаны ў адпаведнасці з малюнкам 2.309.
Усталяванне ўкладышаў падшыпнікаў каленчатага вала
Усталюеце ў блок цыліндраў верхні ўкладыш падшыпніка з алейнай канаўкай.

Мал. 2.310. Ўстаноўка ўкладышаў падшыпнікаў каленчатага вала
Устанавіць у блок вечкаў карэнных падшыпнікаў ніжнія ўкладышы падшыпнікаў (мал. 2.310).
Заўвага. Не варта змазваць маторным маслам укладышы падшыпнікаў і датыкальную з імі паверхню.
Усталяванне верхніх упартых паўкалец каленчатага вала
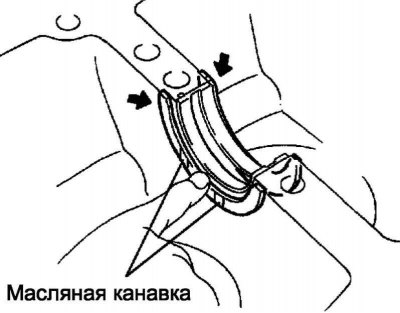
Мал. 2.311. Ўстаноўка верхніх упартых паўкола
Усталюеце 2 верхніх упартых паўкола на гняздо карэннай шыйкі №3 у блоку цыліндраў алейнымі канаўкамі вонкі (мал. 2.311).
Усталяванне каленчатага вала
Вышмаруйце маторным маслам верхнія ўкладышы падшыпнікаў і ўсталяваць каленчаты вал у блок цыліндраў.
Вырабіце тонкі пласт маторнага алею на разьбярства нітаў, пасадкавыя месцы нітаў і ўкладышы ў вечку карэнных падшыпнікаў.
Усталюеце каленчаты вал у блок цыліндраў.
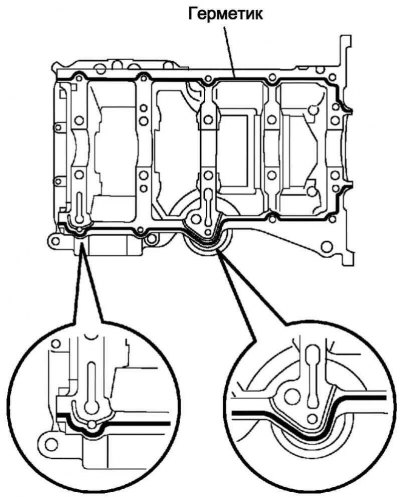
Мал. 2.312. Схема кладкі герметыка
Вырабіце герметык у выглядзе суцэльнага валіка (дыяметр 2,5–3,5 мм), як паказана на малюнку 2.312.
Заўвага. Ачысціце спалучаюцца паверхню ад алею.
Заўвага. Блок вечкаў карэнных падшыпнікаў усталюеце на працягу 3 мін пасля нанясення герметыка.
Заўвага. Масла ў рухавік залівайце не раней, чым праз 2 ч пасля ўсталёўкі блока накрывак.
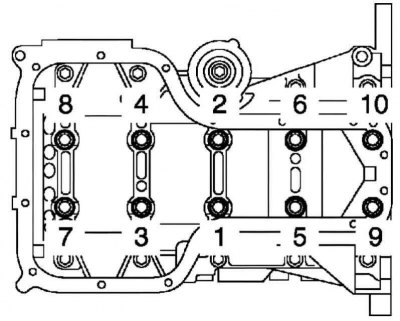
Мал. 2.313. Паслядоўнасць зацягвання нітаў мацавання блока накрывак карэнных падшыпнікаў
У некалькі прыёмаў зацягнуць ніты да загаданага моманту, дзейнічаючы ў паказанай на малюнку 2.313 паслядоўнасці.
- Момант зацяжкі: 44 Н·м.
Пазначце пярэдні бок кожнага з нітаў вечка карэнных падшыпнікаў фарбай.
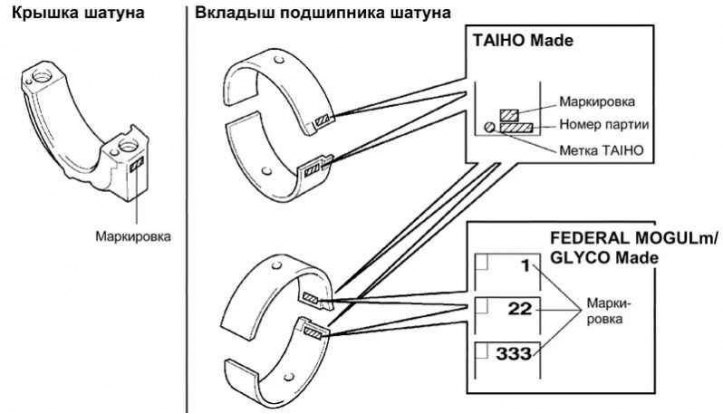
Мал. 2.263. Маркіроўкі і пазнакі на вечках шатуноў і на ўкладышах падшыпнікаў шатуноў
Давярніце балты мацавання накрывак на 90°, як паказана на малюнку 2.263.
Пераканайцеся, што пазнакі разгорнуты на 90°адносна зыходнага становішча.
Зацягніце пакінутыя 10 нітаў мацавання блока накрывак карэнных падшыпнікаў.
- Момант зацяжкі: 19 Н·м.
Усталяванне ўкладышаў шатунных падшыпнікаў
Сумясціце выступ на ўкладышы з проточкой на вечку шатуна.
Усталюеце ўкладыш шатун падшыпніка ў вечка шатуна.
Заўвага. Не варта змазваць маторным маслам укладышы падшыпнікаў і датыкальную з імі паверхню.
Сумясціце выступ на ўкладышы з проточкой на шатуне.
Усталюеце ўкладыш падшыпніка ў шатун.
Усталяванне бадзягаў у зборы
Разгарніце поршневыя кольцы так, каб іх замкі былі размешчаны ў адпаведнасці з малюнкам 2.309.
Вышмаруйце маторным алеем сценкі цыліндраў, поршні і паверхні ўкладышаў шатун падшыпнікаў.

Мал. 2.314. Ўстаноўка поршня з шатуном у зборы
Пры дапамозе апраўкі для поршневых кольцаў устаўце поршні з шатунамі ў цыліндры так, каб пазнака на поршні была накіравана да перадпакоя часткі рухавіка (мал. 2.314).
Сумясціце ўсталявальныя штыфты на вечку шатуна з адтулінамі ў шатуне і ўсталюеце вечка.
Заўвага. Вечкі шатуноў усталёўвайце на адпаведныя ім шатуны.
Пераканайцеся, што выступ на вечку падшыпніка шатуна зарыентаваны ў правільным кірунку.
Вырабіце тонкі пласт маторнага алею на разьбярства і пад галоўкі нітаў мацавання вечкаў шатуноў.
З дапамогай SST 09205-16010, у некалькі прыёмаў, зацягніце балты да загаданага моманту.
- Момант зацяжкі: 20 Н·м.
Пазначце пярэдні бок кожнага з нітаў накрывак шатуноў фарбай.
Давярніце балты мацавання вечка на кут 90°.
Пераканайцеся, што каленчаты вал круціцца плаўна.
Усталяванне крана для зліву астуджальнай вадкасці ў зборы
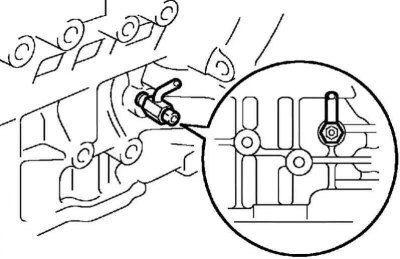
Мал. 2.315. Схема ўсталёўкі крана для зліву астуджальнай вадкасці ў зборы
Вырабіце фіксатар разьбярства на 2 або 3 ніткі разьбярства крана для зліву астуджальнай вадкасці, затым на працягу 3 мін укруціць кран, як намалявана на малюнку (мал. 2.315).
- Момант зацяжкі: 25 Н·м.
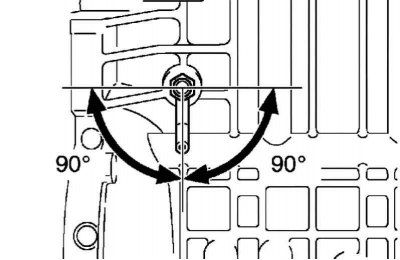
Мал. 2.316. Палажэнне зліўнога штуцара
Зацягніце загаданым момантам, павярнуўшы кран па гадзіннікавай стрэлцы, каб зліўны штуцэр быў накіраваны ўніз (мал. 2.316).
Заўвага. Астуджальную вадкасць залівайце не раней, чым праз гадзіну пасля ўсталёўкі крана.
Заўвага. Пры павароце крана забараняецца паварочваць яго больш, чым на 360°, а таксама забараняецца саслабляць пасля правільнай усталёўкі.