

Мал. 91. Вымярэнне люфту па вышыні поршневых кольцаў у канаўках поршняў. Усе клапаны павінны быць добра ачышчаны
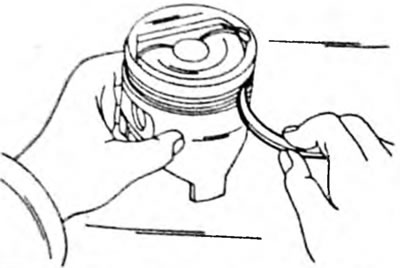
Мал. 92. Зняцце нагару з канавак поршневых кольцаў з дапамогай зламанага поршневага кольца
Далей уставіць па чарзе ўсе поршневыя кольцы ў цыліндры з ніжняга боку картэра. Адваротным бокам поршня' ўставіць кольцы ў адпаведнасці з малюнкам 93 у цыліндры. Пры гэтым яны садзяцца прама ў адтуліне цыліндру. Варта ўлічваць. што крытэры зносу для рухавікоў 1,6 л і 2,0 л розныя, гэта значыць павінна выконвацца паказаная глыбіня апускання. Для вымярэння цеплавога зазору замка поршневага кольца ўставіць у замак кольца мац, як гэта паказана на малюнку 94. Калі памер перавышае дадзеныя, прыведзеныя ў табліцы памераў і рэгуляванняў, замяніць поршневыя кольцы. Варта ўлічваць, што цеплавы зазор не аднолькавы для ўсіх кольцаў і для ўсіх рухавікоў.
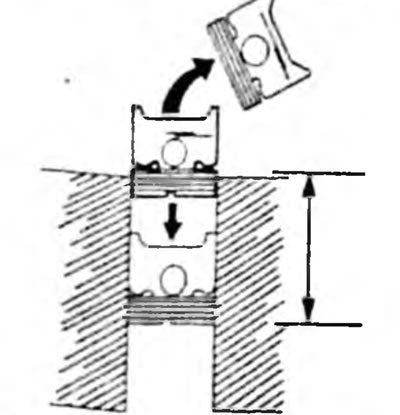
Мал. 93. Вымярэнне цеплавога зазору замка поршневых кольцаў у цыліндры. Вылучыць перавернуты поршань на глыбіню (паміж стрэлкамі) 110 мм на рухавіку 2,0 л ці 87 мм на рухавіку 1,6 л.
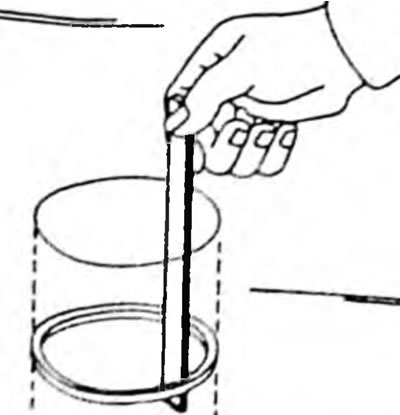
Мал. 94. Вымярэнне цеплавога зазору замка поршневых кольцаў
Праверыць адсутнасць зносу або задзіраку на поршневых пальцах. Калі забракоўваецца толькі адзін шатун, варта замяняць увесь камплект. Гайкі падшыпнікаў шатуноў павінны абавязкова замяняцца. Праверыць таксама выгіб і скручванне шатуноў на спецыяльнай устаноўцы (гл. мал. 95), якія павінны быць мінімальныя, гэта значыць на даўжыні 100 мм яны могуць быць выгнуты не больш за на 0,05 мм. Унутранае скручванне дапушчальна 0,15 мм на 100 мм на рухавіку 2,0, л і 0,05 мм на 100 мм на рухавіку 1,6 л. Утулкі галовак шатуноў не падлягаюць замене.
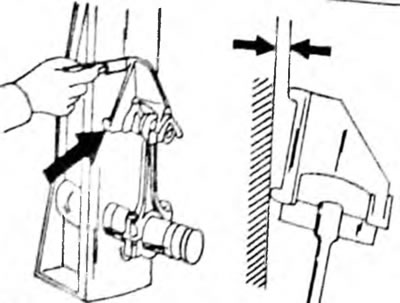
Мал. 95. Шатуны правяраюцца на выгін і скручванне на рыхтавальнай усталёўцы. Тут паказана праверка на выгіб. Пры праверцы скручвання ў месца, паказанае стрэлкамі выстаўляецца мац.