
Спружыны клапанаў
Для бездакорнага кантролю спружын клапанаў павінна выкарыстоўвацца кантрольная ўстаноўка для праверкі спружын. Калі яе няма, якая была ва ўжыванні спружыну можна параўнаць з новай спружынай. Для гэтага заціснуць разам дзве спружыны сябар за сябрам у цісках і павольна сцягваць ціскі. Калі абедзве спружыны сціскаюцца аднолькава, гэта з'яўляецца прыкметай таго, што яны маюць прыкладна аднолькавую напругу. Але калі старая спружына сціскаецца значна мацней, чым новая, тое гэта з'яўляецца прыкметай стомленасці і спружыны павінны быць заменены ў камплекце. Даўжыня спружыны ў вольным стане можа быць вымераная штангенцыркулем. Спружыны павінны мець пэўную даўжыню, якая прыведзена ў табліцах памераў і рэгуляванняў. Усталяваць па чарзе спружыны на гладкую паверхню (шкляную пласціну) так, каб замкнёны віток знаходзіўся з ніжняга боку. Усталяваць побач з спружынай сталёвы куток. Замерыць зазор паміж спружынамі і кут уверсе (Мал. 46). Допуск розны для кожнага тыпу рухавіка. Пры выхадзе за допуск спружына мае перакос.
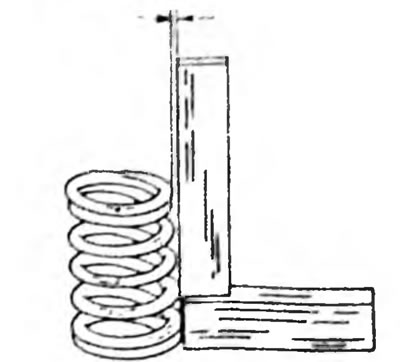
Мал.46. Праверыць перакос спружын клапанаў паказаным спосабам. Перакос вымяраецца мяжу стрэлкамі ў верхняй частцы (у залежнасці ад тыпу рухавіка 2,0 ці 2,5 мм)
Накіроўвалыя ўтулкі клапанаў
Ачысціць накіравальныя ўтулкі працягваннем анучы праз накіравальныя ў абодва бакі, змочанай у бензіне. Стрыжні клапанаў лепш чысціць якая верціцца драцяной шчоткай, уставіўшы яе ў патрон электродрели і трымаючы побач з ёй стрыжань клапана. Уставіць па чарзе клапаны ў адтуліны. Для кантролю люфтаў стрыжняў клапанаў у адтулінах неабходна мець стрелочный індыкатар і штангенцыркуль:
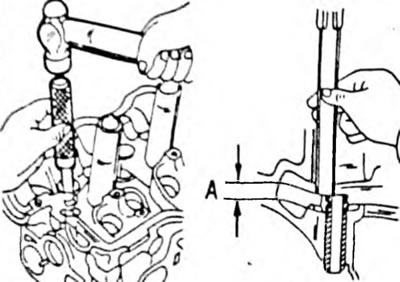
- Вымераць стрелочным індыкатарам унутраны дыяметр накіроўвалых утулак, як паказана на мал. 47. Вынік павінен знаходзіцца ў межах ад 6,01 мм да 6,03 мм (на ўсіх рухавіках).
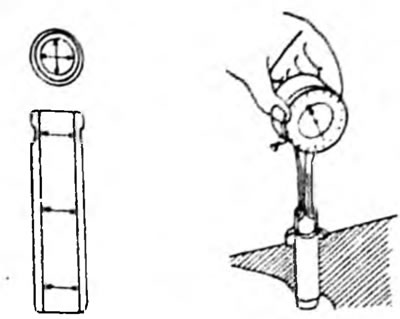
Мал. 47. Вымярэнне дыяметра накіравальных утулак клапанаў. У левай частцы мал. паказаны месцы вымярэнняў
- Вымераць вонкавы дыяметр стрыжняў клапанаў у трох месцах і кірунках, паказаных на мал. 48. Намінальны вонкавы дыяметр выпускных клапанаў складае 5,965-5,980 мм, а впускных клапанаў 5,970-5,985 мм (на ўсіх рухавіках).
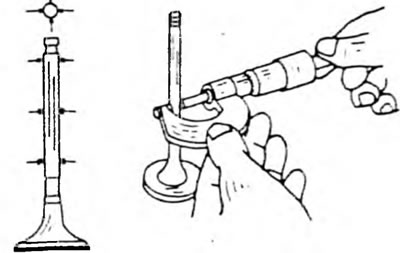
Мал. 48. Вымярэнне дыяметра стрыжнем клапанаў. Злева паказаны месцы вымярэнні.
- Адняць дыяметр стрыжняў клапанаў з унутранага дыяметра накіроўвалых утулак. Вынік з'яўляецца люфтам стрыжняў клапанаў у адтулінах, які не павінен перавышаць 0,08 мм для впускных і 0,10 мм для выпускных клапанаў.
- Перад заменай накіроўвалай утулкі праверыць агульны стан галоўкі цыліндраў. Галоўкі цыліндраў з невялікімі расколінамі паміж сёдламі клапанаў ці паміж сядлом клапана і першым вітком разьбярства свячнай адтуліны могуць быць зноў усталяваныя і апрацаваны, калі расколіны не шырэй, чым 0,5 мм. Праверыць таксама дэфармацыю паверхні галоўкі цыліндраў, што будзе апісана ніжэй.
Каб замяніць накіроўвалую ўтулку, выбіць старую ўтулку з верхняга боку галоўкі цыліндраў. Да зняцця накіроўвалых улічваць наступныя пункты:
- Разагрэць галоўку цыліндраў да 80-100°С і і выбіць старую накіроўвалую ўтулку з верхняга боку ў камеру згарання. Выбівачка павінна мець на канцы выманне, якая адпавядае ўнутранаму дыяметру накіроўвалай утулкі. Так мак накіроўвалая ўтулка павінны выбівацца пад кутом, галоўку цыліндраў усталяваць, як паказана на мал. 49.
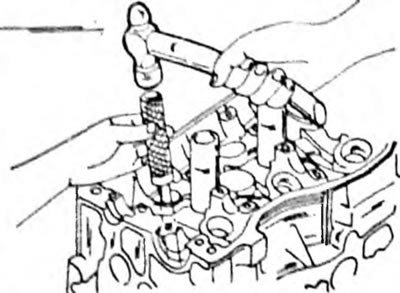
Мал. 49. Зняцце накіроўвалай утулкі клапана з дапамогай спецыяльнай прылады.
- Вымераць з дапамогай стрелочного індыкатара ўнутраны дыяметр адтуліны ў галоўцы цыліндраў. Пры выніку вымярэння ў межах ад 11,000 мм да 11,027 мм можа быць усталявана ўтулка з намінальным памерам вонкавага дыяметра. Калі дыяметр перавышае 11,027 мм павінна ўсталёўвацца накіроўвалая ўтулка з падвышаным памерам вонкавага дыяметра. Гэта значыць, што адтуліны пад накіроўвалыя ўтулкі павінны быць змарнаваныя ў майстэрні. Не запрасоўваць у адтуліны з падвышаным памерам вонкавага дыяметра. Пры замене накіроўвалых утулак клапанаў замяняюцца таксама клапаны і неабходна прыцерці сёдлы клапанаў. Добра ачысціць унутраныя паверхні адтулін, добра вышмараваць новыя накіроўвалыя і забіць іх са боку размеркавальнага вала ў галоўку цыліндраў, разагрэтую да 100°З так, каб верхні канец выступаў над верхняй паверхняй галоўкі цыліндраў на памер, паказаны на мал. 50, на рухавіку 1,6 л 12,7-13,1 мм і на рухавіку 2,0 л на 8,2-8,4 мм.
Рым. 50. Пасля запрэсоўкі накіравальнай утулкі клапана памер А, паказаны стрэлкамі, павінен адпавядаць значэнням, паказаным у тэксце
Пры замене накіроўвалай утулкі клапана адфрэзераваць сядло клапана. Калі немагчыма прыцірка сёдлаў клапанаў, не варта вырабляць замену накіравальных утулак.
Сядла клапанаў
Праверыць знос сёдлаў клапанаў. Невялікія прыкметы зносу могуць быць ліквідаваны фрэзай 45°. Але пры вялікім зносе сядла клапанаў фрэзераваць зноўку. Зададзеныя куты паказаны на мал. 51. Шырыня сядла ставіцца да абодвух тыпаў рухавікоў. Аднак варта забяспечыць кут для карэкцыі вышыні сядла клапана, гэта значыць варта скарыстацца фрэзай 60° (рухавік 1,6 л) ці 75° (рухавік 2,0 л). Як ужо згадвалася, пры ўсталёўцы новых клапанаў сядла клапанаў могуць фрэзеравацца начыста. Спачатку фрэзераваць кут 45°і затым злёгку апрацаваць фрэзай 30°і 60°або 75°верхні і ніжні край сядла, каб паменшыць шырыню сядла і адвесці яго ў сярэдзіну. Шырыня працоўнай фаскі сядла павінна быць 1,0 - 1,4 мм для впускных і выпускных клапанаў. Дапрацаваныя сядлы неабходна прыцерці. Для гэтага вырабіць на паверхню сядла клапана шліфавальную пасту і ўставіць клапан у сядло. Усталяваць на клапане прысос і паварочваць клапан у розныя бакі (Мал. 52). Пасля прыціркі старанна ачысціць усе дэталі ад пасты і бруду і праверыць сядло клапана ў галоўкі клапана і фаскі сядла. Бесперапыннае матавае кольца характарызуе шырыню сядла клапана і павінна быць відаць на абедзвюх дэталях. Вырабіць алоўкам некалькі рысачак на "кальцо" на галоўцы клапана. Рысачкі павінны быць нанесены па крузе на адлегласці 1 мм. Пасля гэтага асцярожна апусціць клапан у накіроўвалую ўтулку і сядло і павярнуць клапан на 90°, з прыцісканнем клапана (выкарыстоўваць пры гэтым прысос). Выцягнуць клапан і праверыць, ці выдаліліся алоўкавыя рыскі з фаскі. Калі шырыня сёдлаў клапанаў знаходзіцца ў зададзеных допусках, галоўку можна ўсталёўваць зноў. У адваротным выпадку апрацаваць сядла клапанаў ці замяніць галоўку.
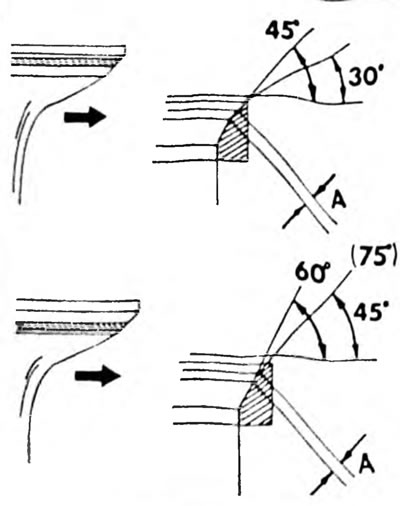
Мал. 51. Вымярэнні сёдлаў клапанаў Вуглы 30°, 75° (рухавікі 2.0 л) і 60° (рухавікі 1,6 л) забяспечваюцца якія карэктуюць фрэзамі. Памер паміж стрэлкамі з'яўляецца шырынёй працоўнай фаскі сядла, аднолькавай для впускных і выпускных клапанаў.

Мал. 52. Прыцірка клапана
Клапаны
Невялікія пашкоджанні паверхняў талерак клапанаў ліквідаваць прыціркай клапанаў у сёдлах галоўкі цыліндраў, як было апісана вышэй. Вымераць клапаны па дадзеных, прыведзеным у табліцах памераў і рэгуляванняў, і замяніць усе клапаны, памеры якіх выходзяць з допуску. Пры гэтым варта звяртаць адмысловую ўвагу на даўжыню клапанаў. Усе дадзеныя бяруцца з табліц памераў і рэгуляванняў. Пры даўжыні, меншай мінімальна дапушчальнай, клапаны замяніць. Калі канцы стрыжняў клапанаў маюць знос, яны могуць быць адшліфаваны на шліфавальным станку, калі толькі для карэкцыі патрабуецца зняць не больш за 0,50 мм матэрыялу стрыжня і ў заключэнне памеры будуць адпавядаць зададзеным допускам. Талерка клапана можа быць адшліфавана на шліфавальным станку, пры ўмове, што памер паміж стрэлкамі (мал. 53) яшчэ будзе складаць 0,5 мм, калі клапан яшчэ можна ўсталёўваць. Апрацаваць на шліфавальным станку кут 44,5° (кут фаскі талеркі клапана менш, чым кут фаскі сядла клапана).
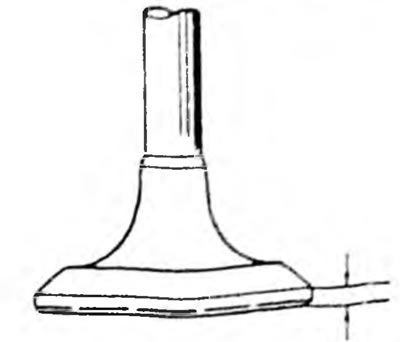
Мал. 53. Таўшчыня краю галоўкі клапана, якая не павінна быць менш мінімальна дапушчальнага памеру
Галоўка цыліндраў
Старанна ачысціць паверхні галоўкі цыліндраў і блока цыліндраў і праверыць перакос паверхні галоўкі цыліндраў. Для гэтага накласці на галоўку лінейку (мал. 54) з дапамогай мацаў вызначыць зазоры ўздоўж, папярок і па дыяганалі паверхні галоўкі цыліндраў. Калі можна ўставіць мац памерам больш за 0,05 мм, галоўка цыліндраў падлягае замене. Такі ж кантроль варта правесці і для паверхні, на якую усталёўваецца калектар. Тут таксама дапушчальны зазор 0,05 мм. На мал. 54 штрыхавымі лініямі паказана, у якіх напрамках павінны праводзіцца вымярэнні. Нідзе зазор не павінен перавышаць зададзенага максімальнага значэння. Перакос паверхняў, якія кантактуюць з калектарамі, не павінен перавышаць 0.1 мм.
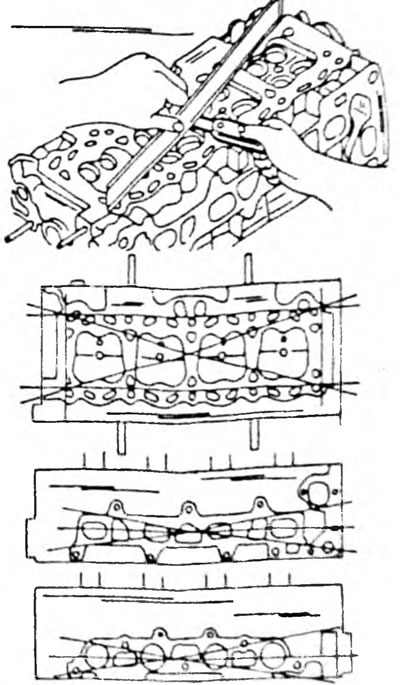
Мал. 54. Вымярэнні паверхні галоўкі цыліндраў (зверху), паверхні ўстаноўкі впускнога калектара (пасярэдзіне) і ўстаноўкі выпускнога калектара (унізе).
Размеркавальныя валы
Укласці размеркавальныя валы цапфамі крайніх падшыпнікаў у прызмы ці заціснуць у цэнтрах такарнага станка, як паказана на мал. 55, і ўсталяваць стрелочный індыкатар у адной з сярэдніх цапф. Павольна паварочваць размеркавальны вал і здымаць паказанні індыкатара. Калі за адно абарачэнне адхіленне стрэлкі складзе больш, чым 0,04 мм (на ўсіх рухавіках), размеркавальны вал неабходна замяніць, бо яго нельга выправіць. Праверыць цэласнасць шыек падшыпнікаў і паверхні размеркавальных валаў. Пры адсутнасці вонкавых пашкоджанняў вымераць вышыню кулачкоў і люфт падшыпнікаў:
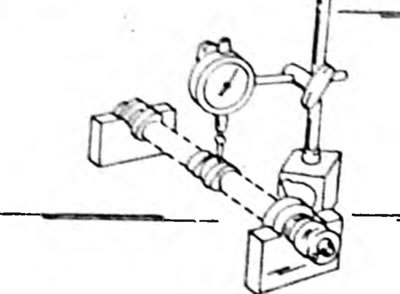
Мал.55. Вымярэнне прагіну размеркавальнага вала
- Вымярэнне вышыні кулачкоў вырабляць мікраметрам, намаляваным на мал. 56. Зададзеныя памеры і межы зносу прыведзены ў табліцах памераў і рэгуляванняў.
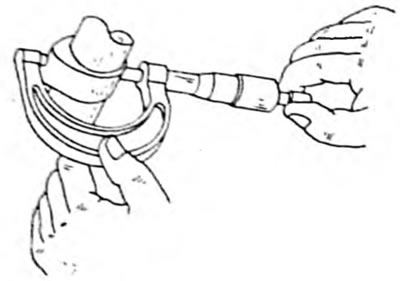
Мал. 56. Вымярэнне вышыні кулачкоў мікраметрам
- Да праверкі люфту падшыпніка праверыць адсутнасць адпластавання металу падшыпніка ці адукацыі расколін. Калі пашкоджаны вечкі, замяніць крышкі, размеркавальныя валы і галоўку цыліндраў.
- Ачысціць вечкі падшыпнікаў і цапфы размеркавальных валаў і раскласці вечкі па нумарах падшыпнікаў.
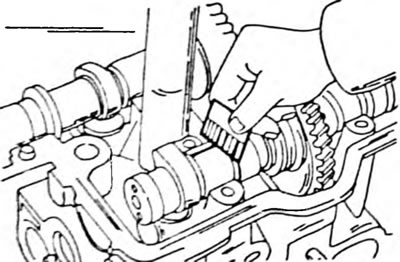
- Люфт падшыпнікаў вымяраецца з дапамогай пластмасавай валасінкі PLASTIGAGE. Накласці валасінку на ўсю даўжыню цапф (Мал. 57) і па чарзе ўсталёўваць вечкі. Стрэлка на ўсіх вечках павінна быць накіравана наперад і нумары вечкаў павінны адпавядаць нумарам падшыпнікаў.
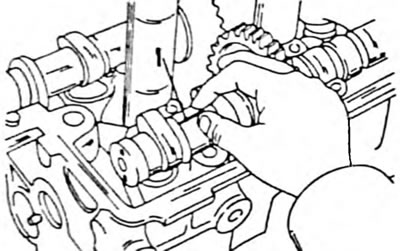
Мал. 57. Праверка люфт падшыпнікаў з дапамогай валасінкі PLASTIGAGE. накласці пластмасавую валасінку (1) у паказаным становішчы на цапфы падшыпнікаў. Паказана вымярэнне на рухавіку 2.0 л.
- Асцярожна пастукаць па вечках малатком і ўставіць балты. Зацягнуць балты ў напрамку з сярэдзіны вонкі момантам зацяжкі 13 Нм (рухавік 4А-F/FE), Або 19 Нм для рухавіка 3S-FE. Не дапускаць памылак. Размеркавальны вал нельга паварочваць.
- Зноў адкруціць вечкі падшыпнікаў і адразу ж праверыць, ці не застаўся ці на вечку валасінка PLASTIGAGE. У адваротным выпадку ён прыліпае яшчэ таксама да цапфаў падшыпнікаў.
- Шаблонам з камплекта PLASTIGAGE вымераць шырыню змятай пластмасавай валасінкі ў самым шырокім месцы (Мал. 58 ці 59). Яна дае мінімальны люфт падшыпніка. Пры люфце больш за 0,10 мм замяніць галоўку цыліндраў і/або размеркавальны вал.
Мал. 58. Праверка шырыні змятай валасінкі PLASTIGAGE. Паказана вымярэнне на рухавіку 2,0 л
Мал. 59. Праверка шырыні змятай валасінкі PLASTIGAGE. Паказана вымярэнне на рухавіку 1,6 л
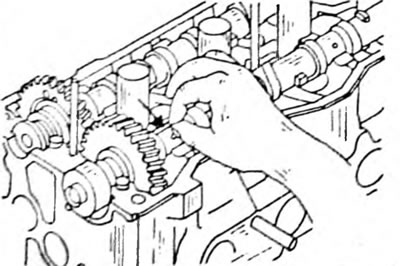
- Вымярэнне восевага люфт размеркавальных валаў вырабляецца ў адпаведнасці з указаннямі, прыведзенымі ў главе разборкі (гл. таксама Мал. 32). Калі люфт перавышае 0,25 мм (вызначаецца пры разборцы), замяніць размеркавальны вал і/або галоўку цыліндраў. На абодвух рухавіках варта правяраць люфт зачаплення абодвух зубчастых колаў размеркавальных валаў. Для гэтага ўкласці размеркавальны вал без другаснага зубчастага кола і ўсталяваць стрелочный індыкатар, як паказана на мал. 60. Азначанае кола паварочваць у абодва бакі і здымаць паказанні стрелочного індыкатара. Калі люфт больш за 0,30 мм, замяніць размеркавальныя валы.
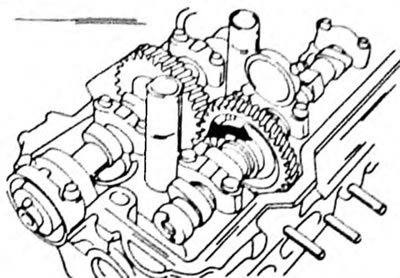
Мал. 60. Праверка люфту зачаплення паміж абодвума зубчастымі коламі, размеркавальных валаў. На абодвух рухавіках вымярэння праводзяцца аднолькава
Зубчасты рамень і шасцярні
Рэмень са зламанымі зубцамі абавязкова замяняць. Іншымі дэфектамі з'яўляюцца расколіны, пацёртасці бакавіц, ці закругленні некаторых ці ўсіх колаў. У гэтым выпадку варта праверыць таксама зубцы зубчастых колаў. Прытрымваючы нацягвальнік рамяня адной рукой, іншай рукой павярнуць ролік. Пры закліноўвання пры павароце роліка замяніць нацягвальнік рамяня. Зваротная спружына нацяжной прылады павінна мець пэўную даўжыню. Пры гэтым даўжыня вымяраецца паміж унутранымі бакамі гакаў спружыны. На рухавіку 1,6 л даўжыня спружыны павінна складаць 43,3 мм; на рухавіку 2,0 л даўжыня спружыны павінна складаць 46,1 мм. Калі спружына выцягнулася, усталяваць новую спружыну.
Штурхальнікі клапанаў
Замерыць унутраны дыяметр адтулін пад штурхачы ў галоўцы цыліндраў і вонкавы дыяметр штурхачоў. Для гэтага трэба мець унутраны і звычайны мікраметры. Рознасць памераў павінна складаць не больш за 0,10 мм (рухавік 1,6 л), ці 0,07 мм (рухавік 2,0 л). У адваротным выпадку павінны быць заменены штурхачы, а ў горшым выпадку галоўка цыліндраў.