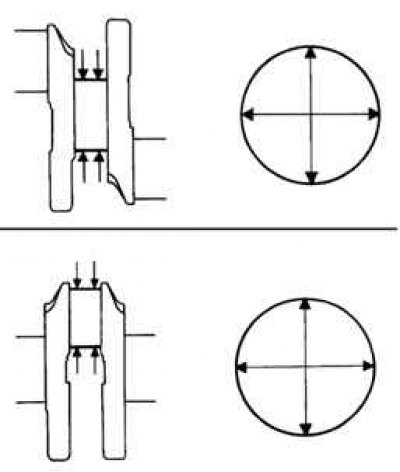
Мал. 2.345. Плоскасці вымярэння шатун і карэнных шыек
Мікраметрам вымерайце дыяметр кожнай шатуннай і карэннай шыйкі ў дзвюх узаемна перпендыкулярных плоскасцях, як паказана на малюнку 2.345.
Дыяметр карэннай шыйкі: стандартны - 60,988-61,000 мм.
Дыяметр шатун шыйкі: стандартны - 52,992-53,000 мм.
Калі значэнні дыяметраў выходзяць за паказаныя межы, праверце алейныя зазоры. Пры неабходнасці перашліфуйце або заменіце каленчаты вал.

Мал. 2.346. Устаноўка ніжніх упартых паўкола падшыпніка №2
Ачысціце кожную карэнную шыйку і ўкладышы. Праверце паверхню кожнай карэннай шыйкі і ўкладышаў на наяўнасць кропкавай карозіі і драпін. Калі шыйка або ўкладыш пашкоджаны, заменіце ўкладышы. Пры неабходнасці перашліфуйце або заменіце каленчаты вал. Усталюеце ніжнія ўпартыя паўкола на вечка карэннага падшыпніка №2, арыентаваўшы змазачныя канаўкі вонкі, як паказана на малюнку 2.346.
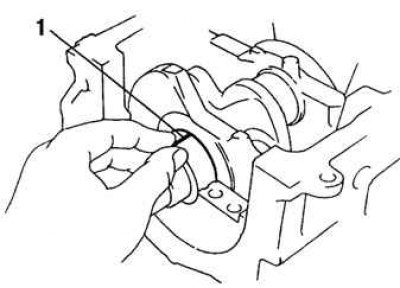
Мал. 2.347. Ўстаноўка пластыкавага калібру: 1 – калібр
Абкладзеце каленчаты вал у блок цыліндраў. Пакладзіце пластыкавы калібр для вымярэння зазор у падшыпніках слізгацення на кожную карэнную шыйку (мал. 2.347).
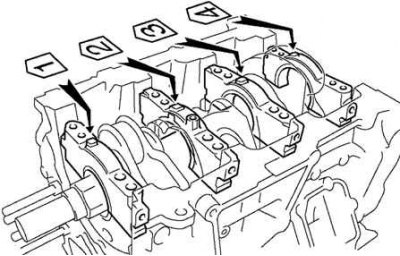
Мал. 2.348. Ўстаноўка карэнных падшыпнікаў
Устанавіце падшыпнікі (мал. 2.348).
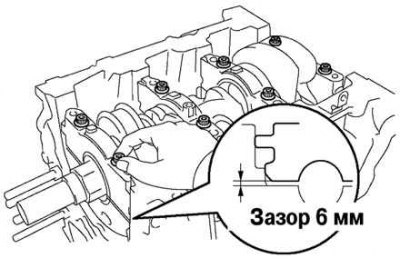
Мал. 2.349. Велічыня зазору паміж вечкам карэннага падшыпніка і раздымам блока цыліндраў
Вырабіце пласт маторнага алею на разьбярства і пад галоўкі нітаў (з 12-граннай галоўкай). Часова ўсталюеце восем нітаў мацавання вечкаў падшыпніка. Выкарыстоўваючы ніты як накіроўвалыя, устаўце вечка падшыпніка такім чынам, каб зазор паміж ёй і раздымам блока цыліндраў склаў меней 6 мм (мал. 2.349).
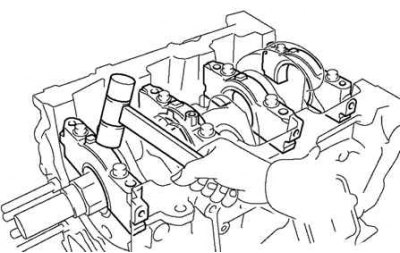
Мал. 2.350. Асадка вечкаў карэнных падшыпнікаў
Выкарыстоўваючы малаток з пластыкавым байком, абсадзіце вечкі падшыпнікаў так, каб яны шчыльна прылягалі (мал. 2.350).
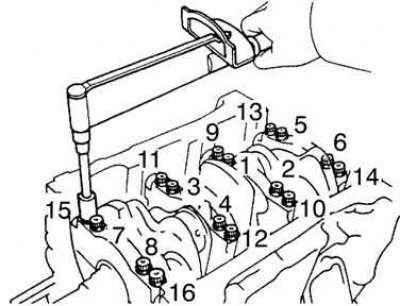
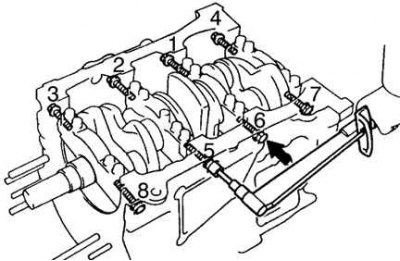
Мал. 2.351. Парадак зацягвання нітаў вечкаў карэнных падшыпнікаў
Вырабіце тонкі пласт маторнага алею на разьбы і пад галоўкі нітаў мацавання вечкаў карэнных падшыпнікаў (з 12-граннай галоўкай) і ўсталюеце іх. Устанавіце і раўнамерна зацягніце шаснаццаць нітаў вечкаў карэнных падшыпнікаў у некалькі праходаў у паслядоўнасці, паказанай на малюнку 2.351.
Калі пры зацяжцы якога-небудзь ніта не дасягаецца патрабаваны момант зацяжкі, заменіце ніт.
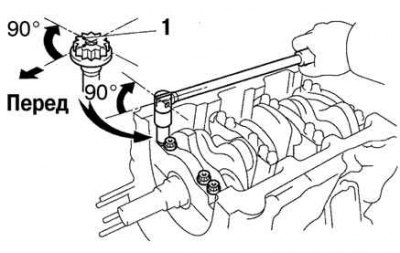
Мал. 2.352. Правільнае становішча пазнакі пры зацягванні нітаў галоўкі блока цыліндраў
Вырабіце пазнакі фарбай на перадпакой частка нітаў галоўкі блока цыліндраў. Зацягніце ніты галоўкі блока цыліндраў на 90°у паказанай вышэй паслядоўнасці. Праверце, што нанесеная фарбай пазнака стаіць на 90°ад першапачатковага становішча (мал. 2.352).
Мал. 2.353. Паслядоўнасць зацягвання нітаў мацавання вечкаў карэнных падшыпнікаў
Усталюеце старыя ўшчыльняльныя шайбы на стяжные ніты мацавання вечкаў карэнных падшыпнікаў. Усталюеце і раўнамерна зацягніце стяжные ніты мацавання вечкаў карэнных падшыпнікаў у некалькі праходаў момантам зацяжкі 27 Н·м у паслядоўнасці, паказанай на малюнку 2.353.
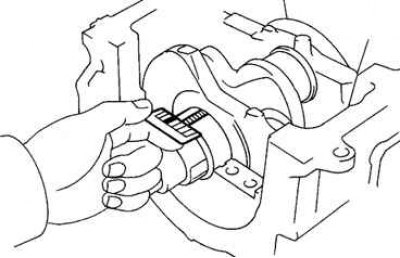
Мал. 2.354. Пластыкавы калібр, які паказвае велічыню радыяльнага алейнага зазору
Зніміце вечкі карэнных падшыпнікаў, як паказвалася вышэй. Вымерайце максімальную шырыню сплясканага пластыкавага калібра, вызначыўшы па ёй велічыню радыяльнага алейнага зазору (мал. 2.354).
Алейны зазор:
- карэнныя падшыпнікі №1 і №4 -
- стандартны - 0,014-0,036 мм;
- максімальны - 0,05 мм;
- карэнныя падшыпнікі №2 і №3 -
- стандартны - 0,026-0,048 мм;
- максімальны - 0,06 мм.
Калі алейны зазор больш максімальнага, заменіце падшыпнікі. Калі неабходна, перашліфуйце ці заменіце каленчаты вал.
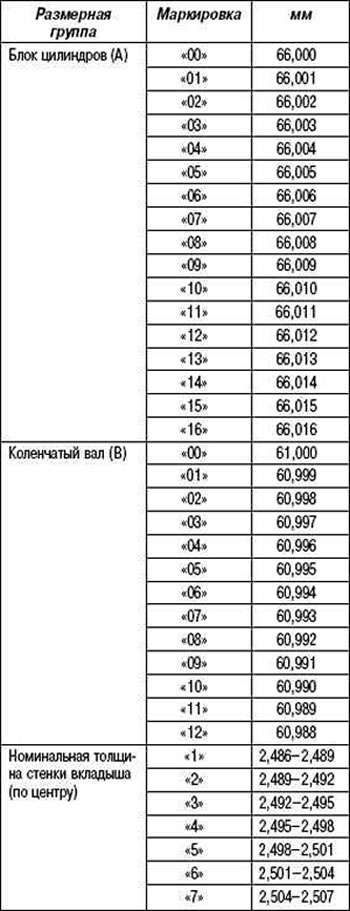
Пры замене ўкладышаў намінальнага памеру неабходна выкарыстоўваць укладышы адной памернай групы. Калі нумар памернай групы ўкладышаў немагчыма вызначыць, абярыце патрэбны ўкладыш па табліцы, шляхам складання ліку памернай групы блока цыліндраў з лікам памернай групы каленчатага вала.
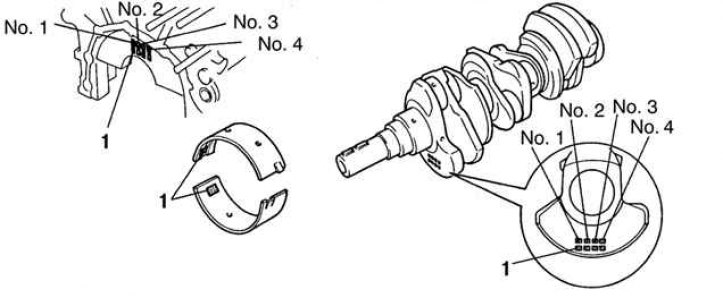
Мал. 2.355. Месцазнаходжанне нумарных маркіровак: 1 – нумарныя маркіроўкі
Існуе пяць стандартных памерных груп укладышаў, пазначаных "3", "4", "5", "6" і "7" (шыйкі №1 і №4), "1", "2", "3", "4".», «5» (шыйкі №2 і №3) адпаведна (мал. 2.355).
Табліца 2.33. Памерныя групы ўкладышаў карэнных падшыпнікаў