
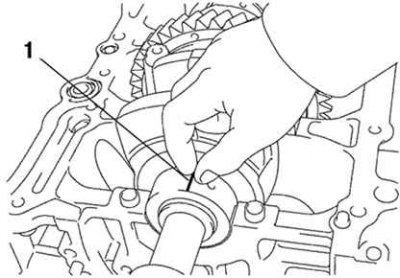
Мал. 2.120. Вымярэнне зазор у падшыпніках слізгацення: 1 – пластыкавы калібр
Ачысціце кожную карэнную шыйку і ўкладышы. Праверце паверхню кожнай карэннай шыйкі і ўкладышаў на наяўнасць кропкавай карозіі і драпін. Калі шыйка або ўкладыш пашкоджаны, заменіце ўкладышы. Пры неабходнасці перашліфуйце або заменіце каленчаты вал. Усталюеце каленчаты вал у ложку блока цыліндраў. Пакладзіце пластыкавы калібр для вымярэння зазор у падшыпніках слізгацення на кожную карэнную шыйку (мал. 2.120).
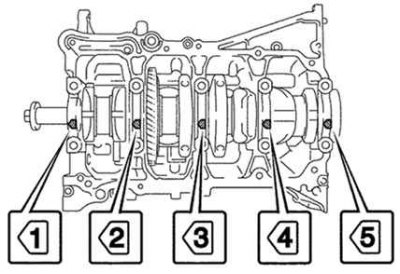
Мал. 2.121. Нумарацыя накрывак карэнных падшыпнікаў
Устанавіце вечкі карэнных падшыпнікаў (мал. 2.121).
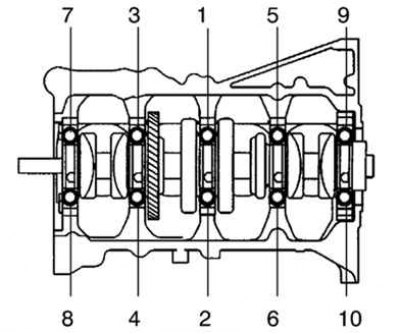
Мал. 2.122. Парадак зацяжкі нітаў мацавання вечкаў карэнных падшыпнікаў
Зацягніце балты мацавання ў парадку, паказаным на малюнку 2.122.
Зніміце вечкі карэнных падшыпнікаў. Вымерайце максімальную шырыню сплясканага калібравальнага дроту, вызначыўшы па ёй велічыню радыяльнага зазору.
- Стандартны зазор - 0,017-0,040 мм.
- Гранічны зазор - 0,050 мм.
Калі зазор больш максімальнага, заменіце падшыпнікі. Пры неабходнасці заменіце каленчаты вал.
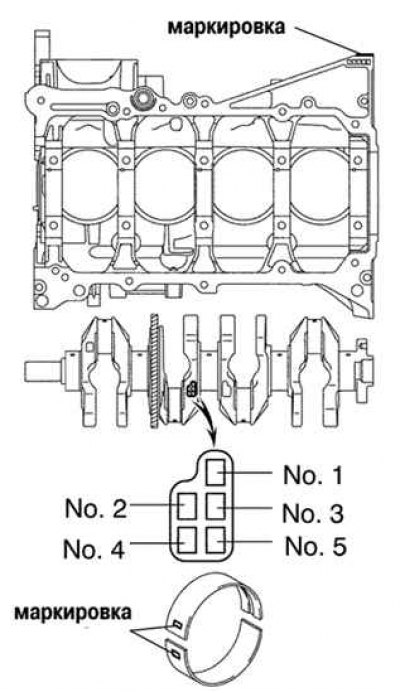
Мал. 2.123. Нумарацыя ўкладышаў карэнных падшыпнікаў
Пры замене ўкладышаў намінальнага памеру неабходна выкарыстоўваць укладышы адной памернай групы. Існуюць некалькі стандартных памерных груп укладышаў, пазначаных "1", "2", "3", "4". Памерная група ўкладыша вызначаецца, зыходзячы з сумы памерных груп, указаных на блоку цыліндраў і каленчатым вале (мал. 2.123).
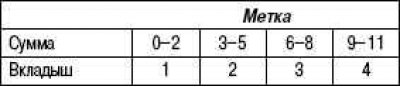
Прыклад: пазнака "4" на блоку цыліндраў + пазнака "3" на каленчатым вале = сума "7" (неабходнага ўкладыша №3).
Зніміце рэшткі калібра з працоўных паверхняў карэннай шыйкі і ўкладыша.
Зніміце каленчаты вал.
Падняўшы каленчаты вал, выміце верхнія ўкладышы карэнных падшыпнікаў і верхнія зацятыя паўкола з блока цыліндраў.