
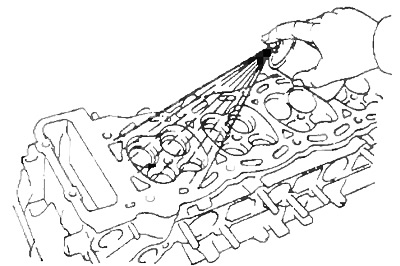
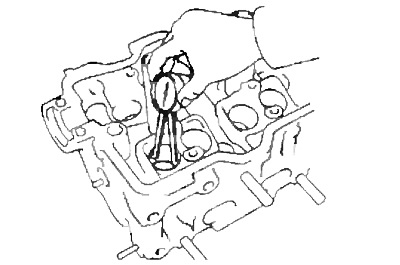
а) Проворачивая коленчатый вал, последовательно установите поршни в ВМТ. Шабером очистите поверхности днищ поршней от углеродных отложений.
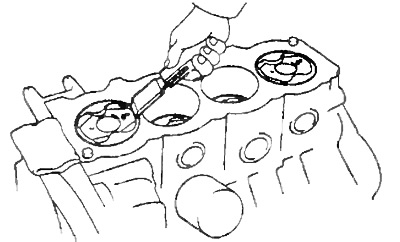
б) Шабером снимите остатки прокладки головки блока на поверхности разъема блока цилиндров.
в) Сжатым воздухом удалите углеродные отложения и остатки прокладки головки блока с поверхностей, отверстий под болты.
Примечание: используя сжатый воздух опасайтесь попадания в глаза частиц грязи.
2. Очистите головку блока цилиндров.
а) Очистите поверхность головки блока от остатков прокладки головки блока.
Примечание: будьте осторожны, чтобы не повредить поверхности головки блока, сопрягаемую с прокладкой.
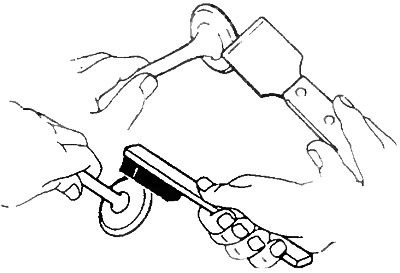
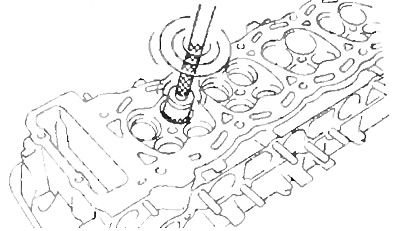
б) Очистите поверхности камер сгорания головки блока металлической щеткой, удалив остатки углеродных отложений.
в) Очистите отверстия направляющих втулок головки блока щеткой и растворителем
г) Очистите поверхность головки блока цилиндров (сопрягаемую с поверхностью блока цилиндров), используя мягкую щетку и растворитель.
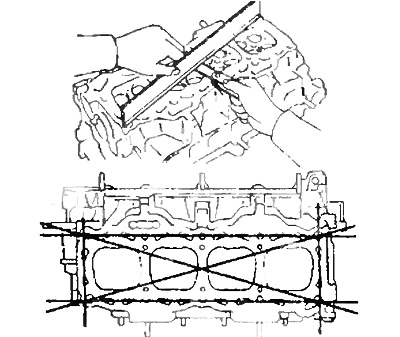
3. Проверьте головку блока цилиндров.
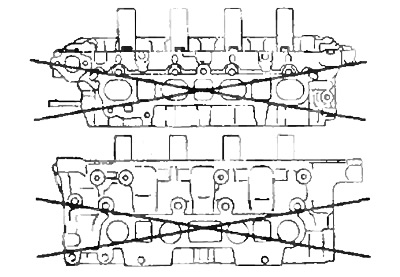
а) Прецизионной линейкой и плоским щупом, как показано на рисунке, проверьте неплоскостность рабочих поверхностей головки блока цилиндров, сопрягаемых:
- с поверхностью блока цилиндров.
- с поверхностями впускного и выпускного трубопроводов.
 |  |
г) Очистите поверхность головки блока цилиндров (сопрягаемую с поверхностью блока цилиндров), используя мягкую щетку и растворитель.
3. Проверьте головку блока цилиндров.
а) Прецизионной линейкой и плоским щупом, как показано на рисунке, проверьте неплоскостность рабочих поверхностей головки блока цилиндров, сопрягаемых:
- с поверхностью блока цилиндров.
- с поверхностями впускного и выпускного трубопроводов.
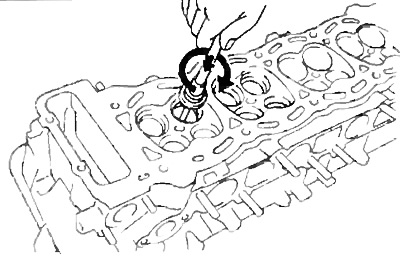
4. Очистите клапаны.
а) Шабером снимите налет углеродистых отложений с тарелки клапана.
б) Щеткой окончательно очистите клапан.
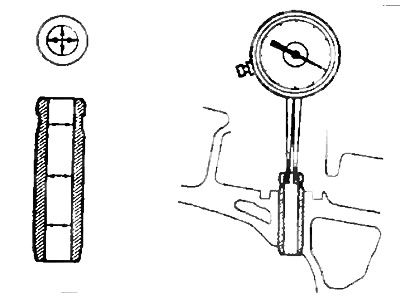
5. Проверьте диаметры стержней клапанов и внутренние диаметры направляющих втулок* клапанов.
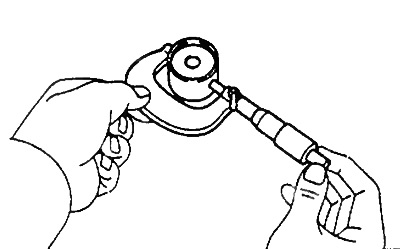
а) Нутромером измерьте внутренний диаметр направляющих втулок клапанов.
Внутренний диаметр втулки:
- 3S-FE, 4S-FE — 6,010 - 6,030 мм
- ЗС-Т — 8,010 - 8,030 мм
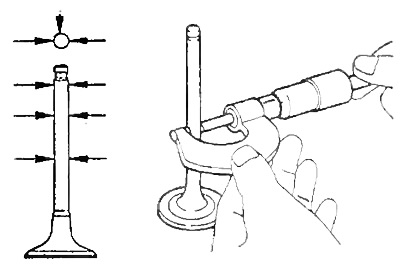
б) Микрометром измерите диаметр стержня клапана.
Диаметр стержня клапана:
впускной клапан:
- 3S-FE, 4S-FE — 5,970 - 5,985 мм
- ЗС-Т — 7,975 -7,990 мм
выпускной клапан:
- 3S-FE, 4S-FE — 5,965 - 5,980 мм
- ЗС-Т — 7,960 - 7,975 мм
в) По разности измерений диаметра стержня клапана и внутреннего диаметра направляющей втулки найдите зазор между стержнем клапана и его направляющей.
Номинальный зазор:
впускной клапан:
- 3S-FE, 4S-FE — 0,025 - 0,060 мм
- ЗС-Т — 0,020 - 0,055 мм
выпускной клапан:
- 3S-FE, 4S-FE — 0,030 - 0,065 мм
- ЗС-Т — 0,035 - 0,070 мм
Максимальный зазор:
- впускной клапан — 0,08 мм
- выпускной — 0,10 мм
Если зазор больше максимально допустимого, замените клапан и направляющую втулку.
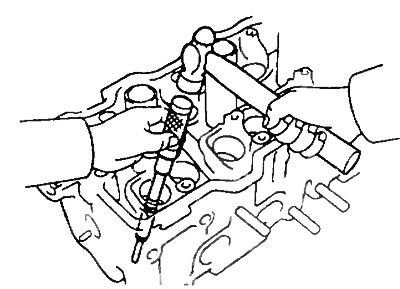
6. Если необходимо, замените направляющие втулки клапанов.
а) Постепенно нагрейте головку блока цилиндров в водяной ванне до температуры 80 - 100°С.
б) Используя выколотку и молоток, выпрессуйте направляющую втулку.
в) Нутромером измерьте диаметр расточки под направляющую в корпусе головки блока цилиндров.
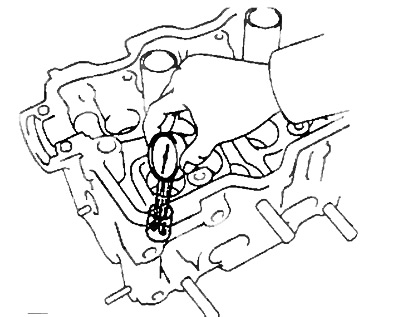
Номинальный диаметр (в холодном состоянии):
- 3S-FE, 4S-FE — 10,985 - 11,012 мм
- ЗС-Т — 13,000-13,027 мм
Если диаметр отверстия под направляющую в корпусе головки блока не превышает:
- 3S-FE, 4S-FE — 11.012 мм
- ЗС-Т — 13,027 мм
Используйте направляющую со стандартным наружным диаметром.
Если диаметр отверстия под направляющую в корпусе головки блока превышает указанный размер, расточите отверстие до размера:
- 3S-FE, 4S-FE — 11,035 - 11,062 мм
- ЗС-Т — 13,027 - 13,050 мм
и используйте направляющую с наружным диаметром, увеличенным на 0,05 мм.
Если диаметр отверстия под направляющую в корпусе головки блока превышает:
- 3S-FE, 4S-FE — 11,062 мм
- ЗС-Т — 13,027 мм
Замените головку блока цилиндров.
Величину наружных диаметров втулок впускных и выпускных клапанов выбирайте в зависимости от диаметров отверстий под направляющие.
Диаметр направляющих втулок:
Стандартный:
- 3S-FE, 4S-FE — 11,033 - 11,044 мм
- ЗС-Т — 13,040- 13,051 мм
Ремонтный:
- 3S-FE, 4S-FE — 11,083 - 77,094 мм
- ЗС-Т — 13,090- 13,101 мм
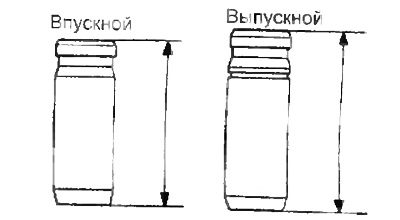
Примечание: на двигателе ЗС-Т, направляющие втулки впускных и выпускных клапанов имеют разную длину.
Направляющие втулки:
ЗС-Т
- впускных клапанов — 46,0 мм
- выпускных клапанов — 50,0 мм
3S-FE — 41,96 мм
4S-FE — 45,40
ЗС-Т
д) Нагрейте головку блока цилиндров в водяной ванне по температуры 80-100°С.
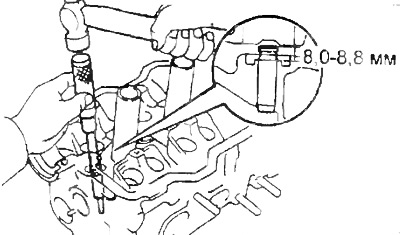
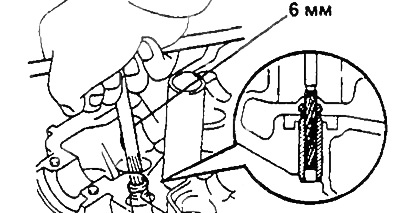
е) Установите направляющую втулку клапана. Используя выколотку и молоток, установите новую направляющую втулку клапана, чтобы она выступала из головки блока цилиндров на:
- 3S-FE, 4S-FE — 10,0 мм
- ЗС-Т — 17,3-18,1 мм
д) Нагрейте головку блока цилиндров в водяной ванне по температуры 80- 100°С.
е) Установите направляющую втулку клапана. Используя выколотку и молоток, установите новую направляющую втулку клапана, чтобы она выступала из головки блока цилиндров на:
- 3S-FE, 4S-FE — 10,0 мм
- ЗС-Т — 17,3-18,1 мм
7. Проверьте и притрите клапаны.
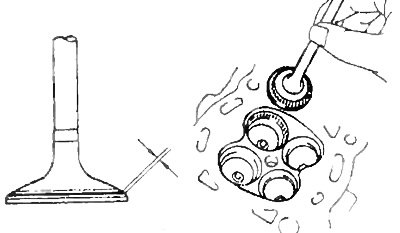
а) Прошлифуйте клапаны до устранения следов нагара и царапин.
б) Убедитесь, что притертая фаска клапана образует угол 45° относительно плоскости, перпендикулярной оси стержня.
в) Проверьте общую длину клапана.
Номинальная длина:
Впускной клапан:
- 3S-FE — 97,60 мм
- 4S-FE — 100,60 мм
- ЗС-Т — 105,70 мм
Выпускной клапан:
- 3S-FE — 98,45 мм
- 4S-FE — 100,45 мм
- ЗС-Т — 105,35 мм
Минимальная длина:
Впускной клапан:
- 3S-FE — 97,10 мм
- 4S-FE — 100,10 мм
Выпускной клапан:
- 3S-FE — 98,00 мм
- 4S-FE — 99,95 мм
Если общая длина меньше минимально допустимой, замените клапан.

д) Проверьте состояние торцевой поверхности клапанов на отсутствие износа.
Если торец клапана изношен, перешлифуйте торец или замените клапан.
Примечание: при перешлифовке не допускайте уменьшения общей длины клапана, выходящей за предел её минимально допустимого значения.
8. Проверьте и очистите седла клапанов.
а) Фрезой из твердого сплава с углом конуса 45° прошлифуйте седла клапанов, сняв минимальный слой металла только для очистки рабочих фасок сёдел.
б) Проверьте правильность посадки клапана в седло.
Нанесите тонкий слой белил на фаску клапана. Прижмите рабочую фаску клапана к седлу, но не вращайте клапан. Затем уберите клапан и осмотрите седло и фаску клапана.
Если краска остается по всей окружности (360°) фаски клапана, то клапан концентричен. В противном случае замените клапан.
Если краска проявляется по всей окружности (360°) седла клапана, направляющая (втулка) клапана и седло клапана концентричны. В противном случае перешлифуйте фаску.
Убедитесь, что пятно контакта находится в средней части рабочей фаски клапана и имеет ширину:
- 3S-FE, 4S-FE — 1,0-1,4 мм
- ЗС-Т — 1,2- 1,6 мм
В противном случае скорректируйте фаску следующим образом:
Если пятно контакта расположено слишком высоко на фаске клапана, то для перешлифовки седла используйте фрезы с углом конуса 30° и 45°.
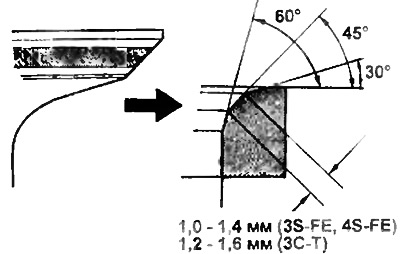
Если пятно контакта расположено слишком низко на фаске клапана, то для перешлифовки седла используйте фрезы с углом конуса 60° и 45°.
г) Вручную притрите клапан и седло клапана с использованием абразивной пасты.
д) После притирки очистите клапан и седло клапана.
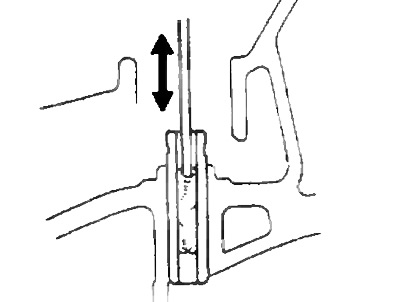
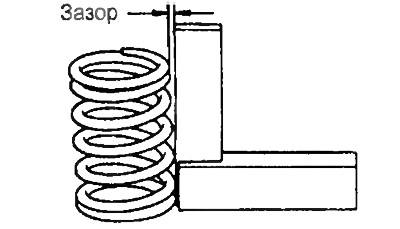
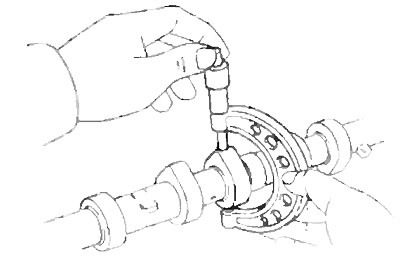
9. Проверьте клапанные пружины.
а) Используя металлический угольник (90°), проверьте неперпендикулярность пружины клапана, как показано на рисунке.
Максимально допустимая неперпендикулярность составляет — 2,0 мм
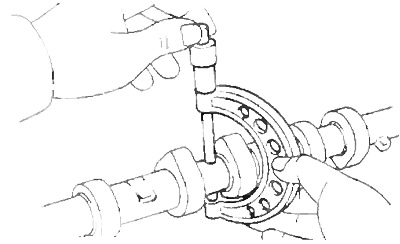
б) Штангенциркулем измерьте свободную длину пружины в свободном состоянии:
Длина пружины клапана:
- 3S-FE — 41,96 мм
- 4S-FE — 45,40 мм
- ЗС-Т — 47,50 мм
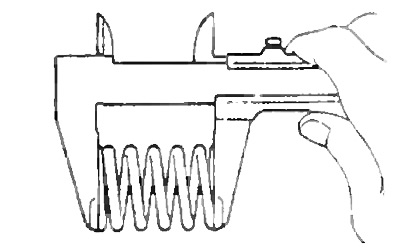
Если длина пружины отличается от номинальной, замените пружину клапана.
10. Проверьте распределительные валы и подшипники.
А. Проверьте распределительный вал на отсутствие изгиба.
а) Уложите распределительный вал на призмы.
б) Стрелочным индикатором проверьте биение распределительного вала относительно средней шейки.
Номинальное биение:
- 3S-FE, 4S-FE — 0,020-0,200 мм
Максимальное биение:
- 3S-FE, 4S-FE — 0,03 мм
- ЗС-Т — 0,06 мм
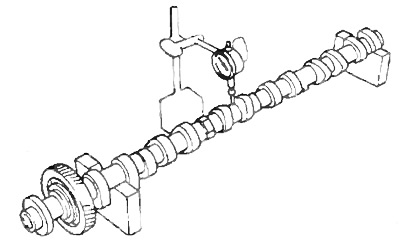
Если биение превышает допустимое значение, замените распределительный вал.
Б. Проверьте высоту кулачков распределительного вала, измерив ее микрометром.
Номинальная высота кулачков распределительного вала впускных клапанов:
- 3S-FE — 42,01 -42.11 мм
- 4S-FE — 34.91-35,01 мм
- ЗС-Т — 47,40 мм
Номинальная высота кулачков распределительного вала впускных клапанов:
- 3S-FE — 42,01 -42.11 мм
- 4S-FE — 34.91-35,01 мм
- ЗС-Т — 47,40 мм
Если диаметры шеек выходят за пределы, указанные в технических условиях, проверьте масляный зазор между шейкой и подшипником
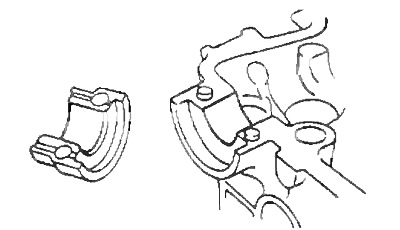
Г. Проверьте состояние подшипников распределительного вала на отсутствие выкрашивания и царапин на их поверхностях. При наличии перечисленных дефектов замените крышки подшипников или головку блока цилиндров в сборе.
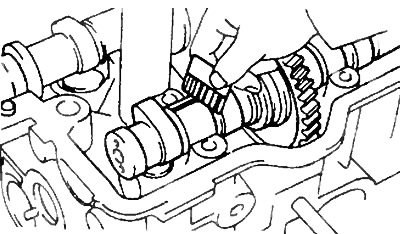
Д (3S-FE, 4S-FE) Проверьте состояние пластинчатой разрезной пружины шестерни распределительного вала, измерив зазор её замка в свободном состоянии.
Зазор в свободном положении — 22,5 - 22,9 мм
Если зазор замка в свободном состоянии выходит за указанные пределы, замените пластинчатую пружину шестерни.

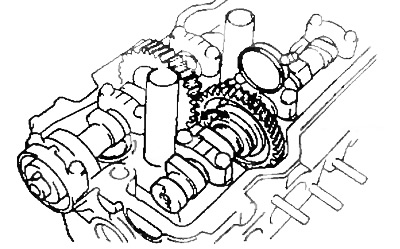
Е. Проверите радиальный зазор в подшипниках распределительного вала.
а) Очистите рабочие поверхности шеек распределительного вала и крышек подшипников.
б) Уложите распределительные валы в постели головки блока цилиндров.
в) Положите по кусочку пластикового калибра на каждую шейку распределительного вала.
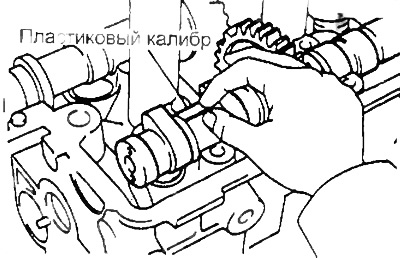
Примечание: (ЗС-Т) затяните болты в три приёма, начиная с внутренней стороны.
г) Установите крышки подшипников. Затяните болты крышек.
- Момент затяжки — 18 Нм
Примечание: не проворачивайте распределительный вал.
д) Снимите крышки подшипников.
е) Измерьте ширину сплющенных пластиковых калибров в наиболее широкой части и вычислите зазор.
Радиальный зазор в подшипниках распределительного вала:
Номинальный:
- 3S-E, 4S-E — 0,025 - 0,062 мм
- ЗС-Т — 0.037 - 0,073 мм
Максимально допустимый:
- 3S-E, 4S-E — 0,1 мм
Если зазор больше максимально допустимого, замените распределительный вал. При необходимости замените крышки подшипников и головку блока цилиндров.
ж) Удалите остатки пластиковых калибров.
Ж. Проверьте осевой зазор распределительного вала.
а) Установите распределительный вал в постели головки блока цилиндров.
б) Индикатором измерите осевой зазор при перемещении распределительных валов назад и вперед.
Осевой зазор распределительных валов:
3S-FE, 4S-FE:
Номинальный:
- впускных клапанов — 0,045 -0,100 мм
- выпускных клапанов — 0,030 - 0,085 мм
Максимально допустимый.
- впускных клапанов — 0,12 мм
- выпускных клапанов — 0,10 мм
ЗС-Т:
- номинальный — 0,080 -0,18 мм
- максимально допустимый — 0,25 мм
Если осевой зазор больше максимально допустимого, замените распределительный вал. Если необходимо, замените крышки подшипника и головку блока цилиндров.
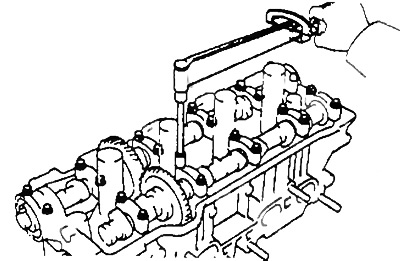
3. (3S-FE, 4S-FE) Измерьте зазор в зубчатом зацеплении распределительных валов.
а) Установите оба распределительных вала в головку блока, не устанавливая вспомогательную шестерню привода распределительного вала выпускных клапанов.
б) Часовым индикатором измерьте зазор в зубчатом зацеплении.
- Номинальный зазор — 0,020 - 0,200 мм
- Максимальный зазор — 0,300 мм
Если зазор больше максимального, замените распределительные валы.
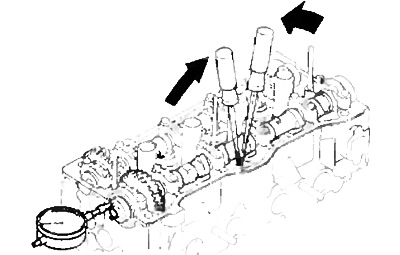
11. Проверьте толкатели и отверстия под толкатели в корпусе головки блока.
а) Индикатором-нутромером измерьте диаметры отверстий под толкатели в головке блока цилиндров.
Диаметр отверстия под толкатель в головке блока:
- 3S-FE — 28,000 - 28,021 мм
- 4S-FE — 28,000 - 28,021 мм
- ЗС-Т — 37,960 - 37,975
б) Микрометром измерьте диаметр толкателя.
Диаметр толкателя:
- 3S-FE — 27,975 - 27,965 мм
- 4S-FE — 27,975 - 27,985 мм
- ЗС-Т — 37 922 - 37,932 мм
в) Проверьте масляный зазор. Вычтите значение диаметра толкателя из значения диаметра отверстия под толкатель в корпусе головки и определите зазор.
Зазор между толкателем и стенкой отверстия под толкатель:
Номинальный
- 3S-FE, 4SF-E — 0,02 - 0,05 мм
- ЗС-Т — 0.028 - 0.053 мм
Максимальный
- 3S-FE, 4SF-E — 0,07 мм
- ЗС-Т — 0,10 мм
Если зазор превышает максимально допустимый, замените толкатель. При необходимости замените головку блока цилиндров.
12. Используя прецизионную поверочную линейку и плоский щуп, проверьте контактные поверхности коллекторов на предмет неплоскостности привалочных поверхностей.
Максимальная неплоскостность:
- 3S-FE, 4S-FE — 0,08 мм
- ЗС-Т — 0,20 мм